Hvad er gravering?
Graveringsarbejde er en subtraktiv fremstillingsproces, der fjerner materiale fra et underlag (metal, plastik, træ, glas osv.) ved hjælp af mekaniske eller laserbaserede værktøjer for at skabe permanente, taktilt fornemmelige og kontraststærke grafikker, tekst, logoer eller mønstre. I modsætning til tryk (som ligger på overfladen) danner gravering indgraverede eller fremhævede strukturer integreret i materialet , hvilket sikrer ekstraordinær holdbarhed og langvarig læselighed – også i krævende industrielle, udendørs eller slidstærke miljøer.
Almindelige typer graveringsprocesser
1. Mekanisk gravering (CNC-fræser / roterende gravering)
Hvordan det fungerer :
Bruger et roterende skære-værktøj (burin, karbidspids eller diamantdragsspids), der styres af CNC (Computer Numerical Control), til at fysisk skære ind i underlaget. Værktøjet fjerner materiale for at danne indgraverede (graverede) eller fremhævede (cameo-/relief-) strukturer.
Nødvendige materialer :
- Metaller: Rustfrit stål, aluminium, messing, kobber, zinklegering
- Plastik: ABS, PVC, akryl, polycarbonat, tofarvede plader
- Kompositmaterialer: Fenolharpiks, G10/FR4, graverede laminater
Proces trin :
- Design → vektorfil (AI, DXF, EPS)
- Værktøjsstisgenerering (dybde, hastighed, værktøjstype)
- Fastgørelse (sikring af underlag for at forhindre bevægelse)
- Maskinbearbejdning (skæring / fræsning / trækgravering)
- Afkantning og rengøring
- Valgfrit: malingstilfyldning, anodisering, overfladebelægning eller coating
Fordele :
- Dyb, taktil gravering (ideel til betjeningspaneler, sikkerhedsetiketter)
- Fungerer på tykke eller stive materialer
- Høj materialefrakigelseshastighed til store tekster/logotyper
- Kostnadseffektiv til mellemstore til store oplag
Ulemper :
- Begrænset fin detaljering i forhold til laser
- Kan give spåner (kræver afspænding)
- Værktøjslidelser påvirker konsistensen ved lange oplag
2. Lasergravering (lasermærkning / laserætsning)
Hvordan det fungerer :
Bruger en fokuseret høj-effektlaserstråle (CO 2 , fiber eller YAG) til at fordampe, smelte eller oxidere overfladen af underlaget —og skabe præcise, permanente mærker uden fysisk kontakt. Lasergravering kan frembringe:
- Indsunkne mærker (ætsning)
- Overfladedekoloration (mærkning, uden dybde)
- Skumning/forbrænding (på plastik)
- Anning (farveændring på metal uden fjernelse)
Nødvendige materialer :
- Metal: Rustfrit stål (fiberlaser), aluminium, titan, messing
- Plastik: ABS, PVC, PET, polycarbonat, tofarvede plader
- Glas, keramik, sten, træ, læder
Proces trin :
- Design → vektor-/rasterfil
- Indstilling af laserparametre (effekt, hastighed, DPI, frekvens)
- Fastspænding og justering
- Lasergravering/markering
- Rengøring (fjernelse af rester)
- Valgfrit: belægning, udfyldning eller efterbehandling
Fordele :
- Ekstremt høj præcision (fin tekst, små QR-koder, komplekse logoer)
- Uden kontakt → ingen værktøjsslid, ingen burrs, ingen materiale deformation
- Hurtig opsætning og effektivitet ved korte serier
- Alså alså: kan markere, ætse, anelere eller skumme i ét system
- Fungerer på flade, buede eller uregelmæssige overflader
Ulemper :
- Begrænset dybde (typisk < 0,004 tommer / 0,1 mm for metaller)
- Højere udstyrsomkostninger end mekanisk gravering
- Nogle materialer (f.eks. gennemsigtig PVC) kræver muligvis tilsætninger for at opnå kontrast
3. Kemisk ætsning (foto-kemisk ætsning / syreætsning)
Hvordan det fungerer :
En fotolakmaske påføres metaloverfladen, udsættes for UV-lys gennem en film med positiv aftryk, udvikles og ætses derefter med syre (f.eks. jern(III)chlorid til rustfrit stål), så materialet fjernes selektivt. Resultatet er et ensartet, indgravet mønster med skarpe kanter.
Nødvendige materialer :
Rustfrit stål (304/316), aluminium, kobber, messing, nikellegeringer
Proces trin :
- Rengør og laminér fotolak
- Udsæt og udvikl for at skabe maske
- Kemisk ætsning (kontrolleret tid/temperatur)
- Fjern fotolak og rengør
- Valgfrit: farvefyldning, overfladebehandling (platering), anodisering eller laminering
Fordele :
- Ensartet dybde over store arealer
- Udmærket til fine linjer og høj-volumen konsekvens
- Ingen værktøjsforringelse; kvaliteten af kanter er bedre end ved mekanisk fremstilling
- Ideel til metalnavneskilt, mærker og spændplader
Ulemper :
- Begrænset til metalunderlag
- Kræver håndtering af kemikalier samt affaldsbehandling
- Langsommer for små serier sammenlignet med laser
Vigtige retningslinjer for gravéringsdesign og materialer
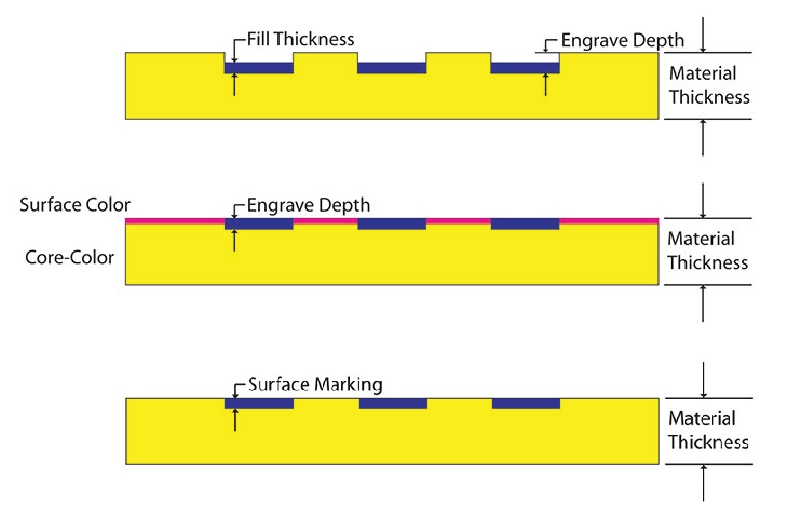
- Dybde : 0,001"–0,006" (0,025 mm–0,15 mm) for de fleste mærker; dybere (0,008"–0,015") til taktilt betjeningspanel.
- Linjebredde : ≥0,004" (0,1 mm) for læselighed; finere linjer kræver laser-/kemisk ætsning.
- Kontrast : Brug malingstilfyldning (epoxy, UV-hærdet blæk) eller tofarvet plastik for maksimal læselighed.
-
Valg af materiale :
- Udendørs/hård: rustfrit stål 316, anodiseret aluminium, UV-stabiliserede plastikker
- Taktil: mekanisk gravering på ABS eller aluminium
- Fin detaljering: laser- eller kemisk ætsning
- Prisfølsom: PVC/ABS tofarvede plader (mekanisk gravering)
Typiske anvendelser
- Navneskilt til industriudstyr, aktivamærkater, typeplader
- Overflader til betjeningspaneler, kontaktmærkater, knapmarkører
- Mærkning af bil- og luftfartskomponenter
- Sikkerhedsskilte, faremærkater, retningsgivende skilte
- Præmier, trofæer, personlige gaver, arkitektoniske skilte

