Vad är graveringsprocess?
Graveringsmärke är en subtraktiv tillverkningsprocess som avlägsnar material från ett underlag (metall, plast, trä, glas etc.) med hjälp av mekaniska eller laserbaserade verktyg för att skapa permanenta, taktila och högkontrastiga grafiska element, text, logotyper eller mönster. Till skillnad från tryck (som placeras på ytan) bildar graveringen nedskurna eller upphöjda strukturer integrerade i materialet , vilket säkerställer exceptionell hållbarhet och långsiktig läsbarhet – även i krävande industriella, utomhus- eller högslitage-miljöer.
Vanliga typer av graveringsprocesser
1. Mekanisk graveringsprocess (CNC-fräsning / roterande graveringsprocess)
Hur det fungerar :
Använder ett roterande skärande verktyg (burin, karbidbit eller diamantdragspets) som styras av CNC (numerisk styrning med dator) för att fysiskt skära in i underlaget. Verktyget avlägsnar material för att bilda nedskurna (graverade) eller upphöjda (cameo-/relief-) strukturer.
Nyckelmaterial :
- Metaller: Rostfritt stål, aluminium, mässing, koppar, zinklegering
- Plaster: ABS, PVC, akryl, polykarbonat, tvåfärgade plattor
- Kompositer: Fenolplast, G10/FR4, graverede laminat
Processsteg :
- Design → vektorfil (AI, DXF, EPS)
- Verktygspålsgenerering (djup, hastighet, verktygstyp)
- Fastspänning (säkerställ underlagets stabilitet för att förhindra rörelse)
- Bearbetning (skärning / fräsning / draggravering)
- Avkantning och rengöring
- Valfritt: färgfyllning, anodisering, plätering eller beläggning
Fördelar :
- Djup, taktil gravering (idealisk för kontrollpaneler, säkerhetsetiketter)
- Fungerar på tjocka eller styva material
- Hög materialavtagshastighet för stora texter/logotyper
- Kostnadseffektiv för medelstora till stora serier
Nackdelar :
- Begränsad fin detaljrikedom jämfört med laser
- Kan ge upphov till spån (kräver avkantning)
- Verktygsnötning påverkar konsekvensen vid långa serier
2. Lasergravering (lasermärkning / laserätning)
Hur det fungerar :
Använder en fokuserad hög-effektlaserstråle (CO 2 , fiber eller YAG) för att förånga, smälta eller oxidera ytan på underlaget —och skapa högprecisionens, permanenta märken utan fysisk kontakt. Lasergravering kan producera:
- Ingraverade märken (ätning)
- Ytfärgförändring (märkning, ingen djup)
- Skumning/förkolning (på plast)
- Ångning (färgändring på metaller utan avlägsnande)
Nyckelmaterial :
- Metaller: rostfritt stål (fiberlaser), aluminium, titan, mässing
- Plaster: ABS, PVC, PET, polykarbonat, tvåfärgade plattor
- Glas, keramik, sten, trä, läder
Processsteg :
- Design → vektor-/rasterfil
- Inställning av laserparametrar (effekt, hastighet, DPI, frekvens)
- Fästning och justering
- Lasergravering/markering
- Rening (avlägsnande av rester)
- Valfritt: beläggning, fyllning eller ytbehandling
Fördelar :
- Extremt hög precision (fin text, små QR-koder, komplexa logotyper)
- Kontaktfri → ingen verktygsnötning, inga spån, ingen materialdeformation
- Snabb installation och effektivitet vid korta serier
- Mångsidig: kan markera, ätcha, glöda eller skumma i ett och samma system
- Fungerar på platta, böjda eller oregelbundna ytor
Nackdelar :
- Begränsad djup (vanligtvis < 0,004 tum / 0,1 mm för metaller)
- Högre utrustningskostnad än mekanisk gravering
- Vissa material (t.ex. genomskinlig PVC) kan kräva tillsatser för att förbättra kontrasten
3. Kemisk ätning (foto-kemisk ätning / syrätning)
Hur det fungerar :
En fotolackmask appliceras på metallytan, exponeras för UV-ljus genom en film med positiv bild, utvecklas och äts sedan med syrlösning (t.ex. järnklorid för rostfritt stål) för att selektivt avlägsna material. Resultatet är ett enhetligt, intryckt mönster med skarpa kanter.
Nyckelmaterial :
Rostfritt stål (304/316), aluminium, koppar, mässing, nickellegeringar
Processsteg :
- Rengör och laminera fotolacken
- Exponera och utveckla för att skapa masken
- Kemisk ätning (kontrollerad tid/temperatur)
- Avlägsna fotolacken och rengör
- Valfritt: färgfyllning, beläggning, anodisering eller laminering
Fördelar :
- Enhetlig djup över stora ytor
- Utmärkt för fina linjer och hög volym av konsekvens
- Ingen verktygsnötning; kvaliteten på kanterna är bättre än vid mekanisk bearbetning
- Idealisk för metallskyltar, etiketter och mellanskivor
Nackdelar :
- Begränsad till metallunderlag
- Kräver hantering av kemikalier och avfallshantering
- Långsammare vid små serier jämfört med laser
Viktiga riktlinjer för graveringens design och material
- Djup : 0,001–0,006 tum (0,025–0,15 mm) för de flesta etiketter; djupare (0,008–0,015 tum) för taktila kontrollpaneler.
- Linjebredd : ≥0,004 tum (0,1 mm) för läsbarhet; finare linjer kräver laser-/kemisk ätning.
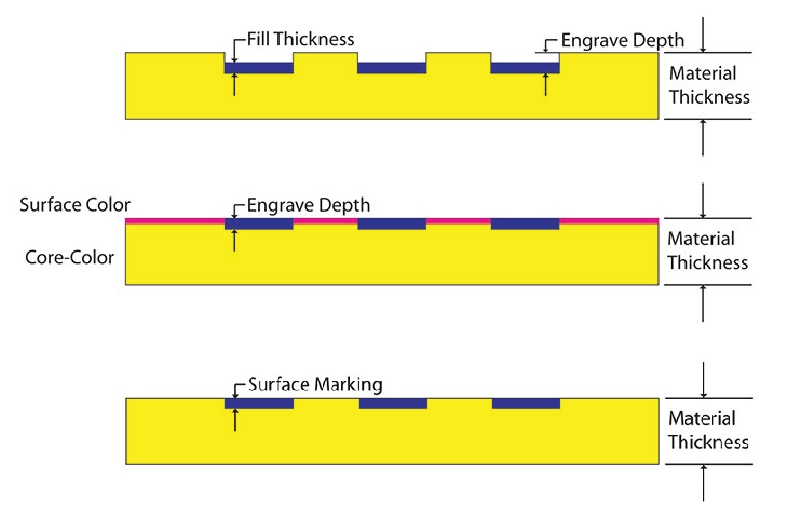
- Kontrast : Använd färgfyllning (epoxy, UV-härdad bläck) eller plast i två färger för maximal läsbarhet.
-
Materialval :
- Utomhus/tuffa förhållanden: rostfritt stål 316, anodiserad aluminium, UV-stabiliserade plastmaterial
- Taktil: mekanisk gravering på ABS eller aluminium
- Fin detaljrikedom: laser- eller kemisk ätning
- Kostnadskänslomässigt: PVC/ABS tvåfärgade plattor (mekanisk gravering)
Typiska Tillämpningar
- Namnplåtar för industriell utrustning, tilldelningsplåtar, märkplåtar för tekniska specifikationer
- Overlay för kontrollpaneler, strömbrytar etiketter, knappmarkörer
- Märkning av komponenter för bilmotorer och luftfartsindustrin
- Säkerhetsskyltar, faroetiketter, riktningsskyltar
- Priser, troféer, personliga gåvor, arkitektonisk skyltning

