エングレービングとは?
彫刻 エングレービングは、基材(金属、プラスチック、木材、ガラスなど)から機械式またはレーザー式の工具を用いて材料を削り取り、永久的で触覚的に認識でき、高コントラストのグラフィック、文字、ロゴ、またはパターンを作成する減算製造プロセスです。表面に印刷される「印刷」と異なり、エングレービングでは凹みまたは凸みのある形状が形成されます。 基材と一体化した ため、過酷な産業環境、屋外環境、あるいは高摩耗環境下においても、極めて優れた耐久性と長期的な可読性を確保できます。
代表的なエングレービング工程の種類
1. 機械式エングレービング(CNCルーター/ロータリー・エングレービング)
どのように機能するか :
CNC(コンピュータ数値制御)により制御された回転式切削工具(ブルイン、カーバイドビット、またはダイヤモンド・ドラッグチップ)を用いて、基材に物理的に彫刻します。この工具により材料が削り取られ、凹み(エングレーブ)または凸み(カメオ/レリーフ)形状が形成されます。
主要素材 :
- 金属:ステンレス鋼、アルミニウム、真鍮、銅、亜鉛合金
- プラスチック:ABS、PVC、アクリル、ポリカーボネート、二色シート
- 複合材料:フェノール樹脂、G10/FR4、彫刻加工済み積層板
プロセス手順 :
- 設計 → ベクターファイル(AI、DXF、EPS)
- ツールパス生成(切削深さ、加工速度、工具種別)
- 治具装着(基材の移動を防止するための固定)
- 機械加工(切断/フライス加工/ドラッグ彫刻)
- バリ取りおよび清掃
- オプション:ペイント充填、アルマイト処理、めっき、またはコーティング
メリット :
- 深く、触感のある彫刻(制御パネルや安全ラベルに最適)
- 厚手または剛性の高い素材にも対応
- 大文字・ロゴなどへの高除去率加工
- 中~大ロット生産にコスト効率が良い
欠点 :
- レーザー加工と比較して、微細なディテール再現性に限界がある
- バリが発生する場合があり(バリ取り作業が必要)
- 工具の摩耗により、長時間の連続運転において品質の一貫性が低下する
2. レーザー彫刻(レーザーマーキング/レーザーエッチング)
どのように機能するか :
高出力の集束レーザー光線(CO 2 について 、ファイバーレーザー、またはYAGレーザー)を用いて、基材表面を蒸発・溶融・酸化させる —物理的な接触を伴わず、高精度かつ永久的なマーキングを実現する。レーザー彫刻では以下のマーキングが可能である:
- 凹みのあるマーキング (エッチング)
- 表面の変色 (マーキング、凹みなし)
- 発泡/焦げ (プラスチックへの適用)
- 焼鈍(アンネーリング) (材料を除去せずに金属表面の色変化)
主要素材 :
- 金属:ステンレス鋼(ファイバーレーザー)、アルミニウム、チタン、真鍮
- プラスチック:ABS、PVC、PET、ポリカーボネート、二色成形シート
- ガラス、セラミック、石材、木材、革
プロセス手順 :
- デザイン → ベクター/ラスターファイル
- レーザー加工条件の設定(出力、走行速度、DPI、周波数)
- 治具装着および位置合わせ
- レーザー彫刻/マーキング
- 洗浄(残留物の除去)
- オプション:コーティング、充填、または仕上げ処理
メリット :
- 超高精度(細かい文字、小型QRコード、複雑なロゴ)
- 非接触式 → 工具摩耗なし、バリなし、材料変形なし
- セットアップが迅速で、短納期・小ロット生産に効率的
- 多機能:1台のシステムでマーキング、エッチング、アニーリング、フォーミングを実行可能
- 平面、曲面、不規則形状の表面に対応
欠点 :
- 加工深さが限定的(金属の場合、通常0.004インチ/0.1mm未満)
- 機械式彫刻と比較して装置コストが高くなる
- 一部の材料(例:透明PVC)は、コントラストを確保するために添加剤を必要とする場合があります
3. 化学エッチング(フォトケミカルエッチング/酸エッチング)
どのように機能するか :
金属表面にフォトレジストマスクを塗布し、フィルム正像を通して紫外線(UV)を照射して露光・現像した後、酸(例:ステンレス鋼の場合には塩化鉄)でエッチングを行い、選択的に材料を除去します。その結果、均一な凹み形状で、シャープなエッジを持つパターンが得られます。
主要素材 :
ステンレス鋼(304/316)、アルミニウム、銅、真鍮、ニッケル合金
プロセス手順 :
- 洗浄およびフォトレジストのラミネート
- 露光および現像によるマスク形成
- 化学エッチング(時間/温度を制御)
- レジスト剥離および洗浄
- オプション:ペイント充填、メッキ、陽極酸化処理、またはラミネート
メリット :
- 広範囲にわたって均一な深さ
- 細線の加工および大量生産時の品質一貫性に優れている
- 工具摩耗がなく、エッジ品質は機械加工よりも優れている
- 金属製ネームプレート、ラベル、シムへの加工に最適
欠点 :
- 金属基材への加工に限定される
- 化学薬品の取扱いおよび廃棄物処理が必要
- 少量ロットではレーザー加工と比較して加工速度が遅い
彫刻用デザインおよび材料に関する主なガイドライン
- 深さ :ほとんどのラベルには0.001”–0.006”(0.025mm–0.15mm)、触覚式コントロールパネルにはより深い加工(0.008”–0.015”)。
- 線幅 :読みやすさを確保するには≥0.004”(0.1mm)が推奨される。より細い線幅にはレーザー加工または化学エッチングを用いる。
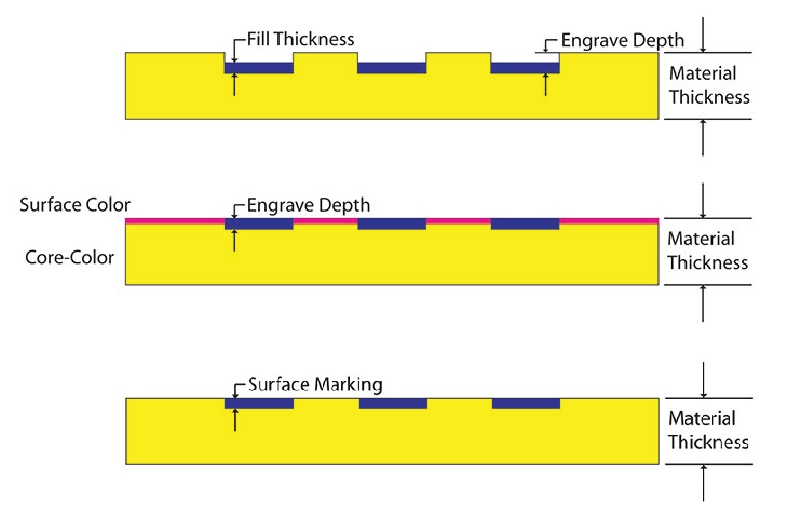
- コントラスト :最大の可読性を実現するには、ペイント充填(エポキシ樹脂、UV硬化インク)または二色成形プラスチックを用いる。
-
材料選定 :
- 屋外/過酷環境向け:316ステンレス鋼、アルマイト処理アルミニウム、UV安定化プラスチック
- 触覚的:ABSまたはアルミニウムへの機械彫刻
- 精細なディテール:レーザーまたは化学エッチング
- コスト重視:PVC/ABS二色シート(機械彫刻)
典型的な用途
- 産業用機器の名板、資産タグ、定格表示板
- 制御パネルオーバーレイ、スイッチラベル、ボタンマーカー
- 自動車および航空宇宙分野の部品マーキング
- 安全標識、危険警告ラベル、方向指示プレート
- 賞状・トロフィー、パーソナライズドギフト、建築用サイン

