उत्कीर्णन क्या है?
खोदना यह एक घटात्मक विनिर्माण प्रक्रिया है जो यांत्रिक या लेज़र उपकरणों का उपयोग करके एक आधार सामग्री (धातु, प्लास्टिक, लकड़ी, कांच आदि) से सामग्री को हटाती है, ताकि स्थायी, स्पर्शनीय और उच्च-विपरीतता वाले ग्राफ़िक्स, पाठ, लोगो या पैटर्न बनाए जा सकें। मुद्रण के विपरीत (जो सतह पर होता है), उत्कीर्णन धंसे हुए या उभरे हुए तत्वों का निर्माण करता है जो सामग्री के साथ एकीकृत होते हैं , जिससे असाधारण टिकाऊपन और दीर्घकालिक पठनीयता सुनिश्चित होती है—भले ही कठोर औद्योगिक, बाहरी या अधिक पहने जाने वाले वातावरण में हो।
उत्कीर्णन प्रक्रियाओं के सामान्य प्रकार
1. यांत्रिक उत्कीर्णन (सीएनसी राउटर / घूर्णी उत्कीर्णन)
यह कैसे काम करता है :
इसमें सीएनसी (कंप्यूटर संख्यात्मक नियंत्रण) द्वारा नियंत्रित एक घूर्णन काटने वाले उपकरण (ब्यूरिन, कार्बाइड बिट या हीरे का ड्रैग टिप) का उपयोग किया जाता है, जो आधार सामग्री में भौतिक रूप से काटाव करता है। यह उपकरण सामग्री को हटाकर धंसे हुए (उत्कीर्णित) या उभरे हुए (कैमियो/रिलीफ) तत्वों का निर्माण करता है।
प्रमुख सामग्री :
- धातुएँ: स्टेनलेस स्टील, एल्यूमीनियम, पीतल, तांबा, जिंक मिश्र धातु
- प्लास्टिक: एबीएस, पीवीसी, एक्रिलिक, पॉलीकार्बोनेट, द्वि-रंगीय शीट्स
- संयुक्त सामग्री: फ़िनॉलिक, G10/FR4, उत्कीर्णित परतदार सामग्री
प्रक्रिया के चरण :
- डिज़ाइन → वेक्टर फ़ाइल (AI, DXF, EPS)
- उपकरण-पथ उत्पादन (गहराई, गति, उपकरण का प्रकार)
- फ़िक्सचरिंग (आधार सामग्री को स्थिर रखने के लिए सुरक्षित करना)
- मशीनिंग (कटिंग / राउटिंग / ड्रैग एन्ग्रेविंग)
- डीबरिंग एवं सफ़ाई
- वैकल्पिक: पेंट भरना, एनोडाइज़िंग, प्लेटिंग या कोटिंग
लाभ :
- गहरी, स्पर्शग्राही एन्ग्रेविंग (नियंत्रण पैनलों, सुरक्षा लेबलों के लिए आदर्श)
- मोटी या कठोर सामग्रियों पर कार्य करता है
- बड़े अक्षरों/लोगो के लिए उच्च सामग्री निकालने की दर
- मध्यम से बड़े उत्पादन चक्रों के लिए लागत-प्रभावी
नुकसान :
- लेजर की तुलना में सूक्ष्म विवरण सीमित है
- इससे किनारों पर धातु के उभार (बर्स) बन सकते हैं (जिन्हें हटाने की आवश्यकता होती है)
- उपकरण का क्षरण लंबे चक्रों के दौरान स्थिरता को प्रभावित करता है
2. लेजर उत्कीर्णन (लेजर मार्किंग / लेजर एचिंग)
यह कैसे काम करता है :
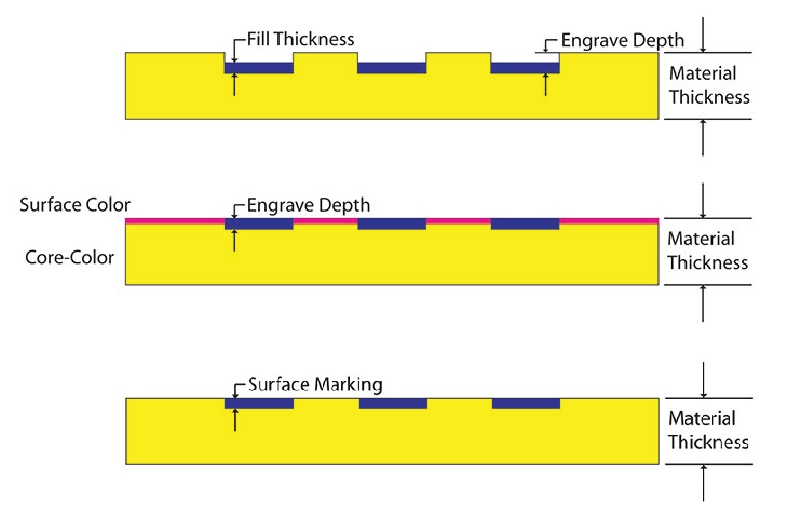
एक केंद्रित उच्च-शक्ति वाली लेजर किरण (CO ₂ , फाइबर, या YAG) का उपयोग करता है जो आधार सतह को वाष्पीकृत करती है, पिघलाती है या ऑक्सीकृत करती है —जिससे भौतिक संपर्क के बिना उच्च-परिशुद्धता वाले, स्थायी चिह्न बनते हैं। लेजर उत्कीर्णन निम्नलिखित प्रकार के चिह्न बना सकता है:
- धंसे हुए चिह्न (एचिंग)
- सतह का रंग परिवर्तन (निशान, गहराई नहीं)
- फोमिंग/जलना (प्लास्टिक पर)
- एनीलिंग (धातुओं पर रंग परिवर्तन, बिना हटाए)
प्रमुख सामग्री :
- धातुएँ: स्टेनलेस स्टील (फाइबर लेज़र), एल्युमीनियम, टाइटेनियम, पीतल
- प्लास्टिक: एबीएस, पीवीसी, पीईटी, पॉलीकार्बोनेट, ड्यूअल-कलर शीट्स
- ग्लास, सिरेमिक, पत्थर, लकड़ी, चमड़ा
प्रक्रिया के चरण :
- डिज़ाइन → वेक्टर/रास्टर फ़ाइल
- लेज़र पैरामीटर सेटअप (शक्ति, गति, डीपीआई, आवृत्ति)
- फिक्सचरिंग एवं संरेखण
- लेज़र उत्कीर्णन/मार्किंग
- सफाई (अवशेष हटाना)
- वैकल्पिक: कोटिंग, भराव या समाप्ति कार्य
लाभ :
- अत्यधिक उच्च परिशुद्धता (सूक्ष्म लेखन, छोटे QR कोड, जटिल लोगो)
- गैर-संपर्क आधारित → कोई औजार घिसावट नहीं, कोई बर्र नहीं, कोई सामग्री विकृति नहीं
- त्वरित सेटअप एवं छोटे उत्पादन बैचों की दक्षता
- बहुमुखी: एक ही सिस्टम में मार्किंग, एटिंग, ऐनीलिंग या फोमिंग कर सकता है
- समतल, वक्राकार या अनियमित सतहों पर कार्य करता है
नुकसान :
- सीमित गहराई (आमतौर पर धातुओं के लिए <0.004” / 0.1 मिमी)
- यांत्रिक उत्कीर्णन की तुलना में उच्च सामग्री लागत
- कुछ सामग्रियों (जैसे, पारदर्शी PVC) को विपरीतता प्राप्त करने के लिए अतिरिक्त यौगिकों की आवश्यकता हो सकती है
3. रासायनिक खुरचन (फोटो रासायनिक खुरचन / अम्ल खुरचन)
यह कैसे काम करता है :
धातु की सतह पर एक फोटोरेजिस्ट मास्क लगाया जाता है, जिसे फिल्म पॉजिटिव के माध्यम से पराबैंगनी प्रकाश के संपर्क में लाया जाता है, फिर इसे विकसित किया जाता है और अम्ल (जैसे, स्टेनलेस स्टील के लिए फेरिक क्लोराइड) के साथ चयनात्मक रूप से सामग्री को हटाने के लिए खुरचा जाता है। परिणामस्वरूप एक समान, धंसा हुआ पैटर्न प्राप्त होता है जिसके किनारे स्पष्ट होते हैं।
प्रमुख सामग्री :
स्टेनलेस स्टील (304/316), एल्युमीनियम, तांबा, पीतल, निकेल मिश्र धातुएँ
प्रक्रिया के चरण :
- फोटोरेजिस्ट को साफ करें और लैमिनेट करें
- मास्क बनाने के लिए प्रकाश के संपर्क में लाएँ और विकसित करें
- रासायनिक खुरचन (नियंत्रित समय/तापमान)
- प्रतिरोधक को हटाएँ और सफाई करें
- वैकल्पिक: पेंट भरना, चढ़ाव (प्लेटिंग), एनोडाइज़ करना या लैमिनेट करना
लाभ :
- बड़े क्षेत्रों में एकसमान गहराई
- सूक्ष्म रेखाओं और उच्च-मात्रा वाली स्थिरता के लिए उत्कृष्ट
- कोई औजार घिसावट नहीं; किनारे की गुणवत्ता यांत्रिक प्रक्रिया की तुलना में श्रेष्ठ
- धातु नामपट्टिकाओं, लेबलों और शिम्स के लिए आदर्श
नुकसान :
- केवल धातु आधार सामग्रियों तक ही सीमित
- रासायनिक पदार्थों का निपटान एवं अपशिष्ट उपचार आवश्यक
- छोटे ऑर्डर के लिए लेज़र की तुलना में धीमी गति
प्रमुख उत्कीर्णन डिज़ाइन एवं सामग्री दिशा-निर्देश
- गहराई : अधिकांश लेबलों के लिए 0.001”–0.006” (0.025 मिमी–0.15 मिमी); स्पर्श संवेदी नियंत्रण पैनलों के लिए गहरा (0.008”–0.015”)
- लाइन की चौड़ाई : सुपठ्यता के लिए ≥0.004” (0.1 मिमी); सूक्ष्म रेखाओं के लिए लेज़र/रासायनिक उत्कीर्णन की आवश्यकता होती है
- विपरीत उपयोग करें रंग भरने (इपॉक्सी, यूवी-सक्रियित स्याही) या दो-रंगी प्लास्टिक अधिकतम पठनीयता के लिए।
-
सामग्री चयन :
- बाहरी/कठोर परिस्थितियों के लिए: 316 स्टेनलेस स्टील, एनोडाइज्ड एल्युमीनियम, यूवी-स्थायीकृत प्लास्टिक
- स्पर्श संवेदनशील: एबीएस या एल्युमीनियम पर यांत्रिक उत्कीर्णन
- सूक्ष्म विवरण: लेज़र या रासायनिक उत्कीर्णन
- लागत-संवेदनशील: पीवीसी/एबीएस दो-रंगी शीट्स (यांत्रिक उत्कीर्णन)
विशिष्ट अनुप्रयोग
- औद्योगिक उपकरण नामपट्टिकाएँ, संपत्ति टैग, रेटिंग प्लेट्स
- नियंत्रण पैनल ओवरले, स्विच लेबल, बटन मार्कर
- ऑटोमोटिव एवं एयरोस्पेस घटक अंकन
- सुरक्षा संकेत, खतरा लेबल, दिशात्मक पट्टिकाएँ
- पुरस्कार, ट्रॉफियाँ, व्यक्तिगत उपहार, वास्तुकला संकेत

