Què és el gravat?
Gravat és un procés de fabricació subtractiu que elimina material d’un sustrat (metall, plàstic, fusta, vidre, etc.) mitjançant eines mecàniques o làser per crear gràfics, textos, logotips o patrons permanents, tàctils i de contrast elevat. A diferència de la impressió (que es troba sobre la superfície), el gravat forma característiques en relleu o en sota-relleu integrades al material , assegurant una durabilitat excepcional i una llegibilitat a llarg termini, fins i tot en entorns industrials agressius, exteriors o amb desgast intens.
Tipus habituals de processos de gravat
1. Gravat mecànic (fresadora CNC / gravat rotatori)
Com funciona :
Empra una eina de tall giratòria (burí, punta de carburs o punta de diamant d’arrossegament) controlada per CNC (Control Numèric per Ordinador) per esculpir físicament el sustrat. L’eina elimina material per formar característiques en sota-relleu (gravades) o en relleu (cameo / relleu).
Materials clau :
- Metalls: acer inoxidable, alumini, llautó, coure, aliatge de zinc
- Plàstics: ABS, PVC, acrílic, policarbonat, fulles bicolors
- Materials compostos: fenòlics, G10/FR4, laminats gravats
Passos del procés :
- Disseny → fitxer vectorial (AI, DXF, EPS)
- Generació de la trajectòria d’eina (profunditat, velocitat, tipus d’eina)
- Fixació (immobilització del sustrat per evitar-ne el moviment)
- Mecanitzat (tall / fresat / gravat per arrossegament)
- Eliminació d’escates i neteja
- Opcional: emplenat amb pintura, anoditzat, galvanitzat o recobriment
Avantatges :
- Gravat profund i tàctil (ideal per a panells de control i etiquetes de seguretat)
- Funciona sobre materials gruixuts o rígids
- Alta taxa d’eliminació de material per a textos o logotips grans
- Econòmic per a sèries mitjanes o grans
Desavantatges :
- Detall fi limitat en comparació amb el làser
- Pot produir baves (cal desbavar)
- El desgast de l’eina afecta la consistència en sèries llargues
2. Gravat làser (marcatge làser / gravat làser)
Com funciona :
Utilitza un feix làser focalitzat de gran potència (CO ₂ , de fibra o YAG) per vaporitzar, fondre o oxidar la superfície del substrat —creant marques d’alta precisió i permanents sense contacte físic. El gravat làser pot produir:
- Marques en relleu negatiu (gravat)
- Decoloració de la superfície (marcatge, sense profunditat)
- Espumació/carbonització (en plàstics)
- Recuit (canvi de color en metalls sense eliminació)
Materials clau :
- Metalls: Acer inoxidable (làser de fibra), alumini, titani, llautó
- Plàstics: ABS, PVC, PET, policarbonat, làmines bicolors
- Vidre, ceràmica, pedra, fusta, cuir
Passos del procés :
- Disseny → fitxer vectorial/raster
- Configuració dels paràmetres del làser (potència, velocitat, DPI, freqüència)
- Fixació i alineació
- Gravat/marcació amb làser
- Neteja (eliminació de residus)
- Opcional: recobriment, emplenament o acabat
Avantatges :
- Ultraalta precisió (text finíssim, codis QR petits, logotips complexos)
- Sense contacte → cap desgast d’eines, cap rebord, cap deformació del material
- Muntatge ràpid i eficiència en sèries curtes
- Versàtil: pot marcar, gravar, recuitar o fer espuma en un sol sistema
- Funciona sobre superfícies planes, corbades o irregulars
Desavantatges :
- Profunditat limitada (normalment < 0,004” / 0,1 mm per a metalls)
- Cost d'equipament superior al gravat mecànic
- Alguns materials (p. ex., PVC transparent) poden requerir additius per millorar el contrast
3. Gravat químic (gravat fotogràfic / gravat amb àcid)
Com funciona :
S’aplica una màscara de fotoresistência a la superfície metàl·lica, s’exposa a llum UV mitjançant un film positiu, es desenvolupa i després es grava amb àcid (p. ex., clorur fèrric per a l’acer inoxidable) per eliminar selectivament el material. El resultat és un patró uniforme i en relleu negatiu amb vores nítides.
Materials clau :
Acer inoxidable (304/316), alumini, coure, llautó, aliatges de níquel
Passos del procés :
- Neteja i laminació de la fotoresistência
- Exposició i desenvolupament per crear la màscara
- Gravat químic (temps/temperatura controlats)
- Eliminació de la fotoresistência i neteja
- Opcional: emplenyament amb pintura, galvanoplàstia, anodització o laminació
Avantatges :
- Profunditat uniforme en àrees extenses
- Excel·lent per a línies fines i consistència d’alta volumetria
- Cap desgast de l’eina; la qualitat del cantell és superior a la mecànica
- Ideal per a plaques identificatives metàl·liques, etiquetes i calibradors
Desavantatges :
- Limitat a sustrats metàl·lics
- Es requereix manipulació química i tractament de residus
- Més lent per a petites sèries comparat amb el làser
Directrius clau per al disseny i els materials de gravat
- Profunditat : 0,001–0,006 polzades (0,025–0,15 mm) per a la majoria d’etiquetes; més profund (0,008–0,015 polzades) per a panells de control tàctils.
- Amplada de línia : ≥0,004 polzades (0,1 mm) per a la llegibilitat; les línies més fines necessiten gravat làser o químic.
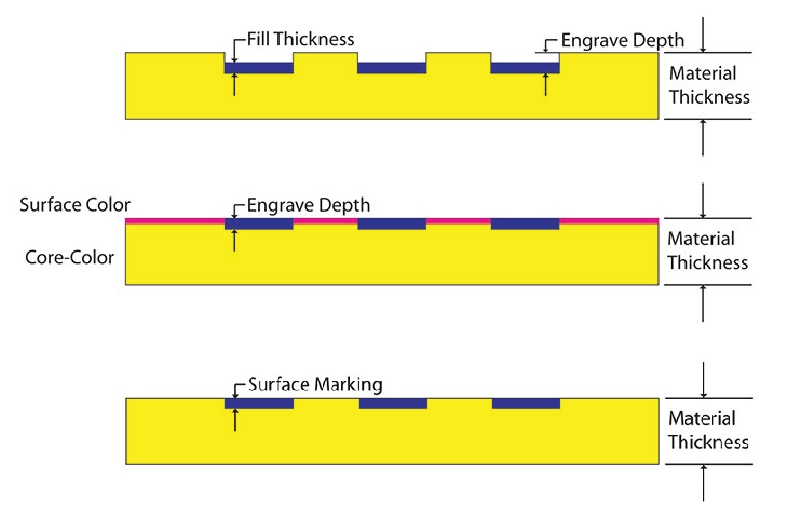
- Contrast utilitzeu emplenat amb pintura (epòxid, tinta curada per UV) o plàstic de dos colors per a una llegibilitat màxima.
-
Selecció de material :
- Exterior/condicions severes: acer inoxidable 316, alumini anoditzat, plàstics estabilitzats contra els raigs UV
- Tàctil: gravat mecànic sobre ABS o alumini
- Detall fi: gravat per làser o gravat químic
- Sensibles al cost: fulles de PVC/ABS de dos colors (gravat mecànic)
Aplicacions típiques
- Plaques identificatives d'equipaments industrials, etiquetes d'actius, plaques de característiques
- Superposicions de panells de control, etiquetes d'interruptors, marcadors de botons
- Marcació de components automotrius i aeroespacials
- Senyals de seguretat, etiquetes d'advertència, plaques direccionals
- Premis, trofeus, regals personalitzats, senyalització arquitectònica

