Mi a gravírozás?
Gravírozás egy leválasztó gyártási folyamat, amely mechanikai vagy lézeres eszközök segítségével anyagot távolít el egy alapanyagról (fém, műanyag, fa, üveg stb.), hogy maradandó, tapintható és nagy kontrasztú grafikákat, szöveget, logókat vagy mintákat hozzon létre. A nyomtatással ellentétben – amely a felületen helyezkedik el – a gravírozás bemélyedő vagy kiemelkedő elemeket alkot az anyagba integrálva , így kiváló tartósságot és hosszú távú olvashatóságot biztosít – még kemény ipari, kültéri vagy intenzív használat mellett is.
Gyakori gravírozási folyamatok
1. Mechanikus gravírozás (CNC-maró / forgó gravírozás)
Hogyan működik :
Egy forgó vágószerszámot (gravírozókés, karbid végű fúró vagy gyémánt húzóhegyet) használ, amelyet CNC-vezérlés (számítógéppel vezérelt numerikus vezérlés) irányít, és fizikailag bevágja az alapanyagba. A szerszám anyagot távolít el, hogy bemélyedő (gravírozott) vagy kiemelkedő (kameó / dombormű) elemeket hozzon létre.
Főbb anyagok :
- Fémek: Rozsdamentes acél, alumínium, sárgaréz, réz, cinkötvözet
- Műanyagok: ABS, PVC, akríl, policarbonát, két színű lemezek
- Kompozitok: fenolos, G10/FR4, gravírozott laminátok
Folyamatlépések :
- Tervezés → vektorfájl (AI, DXF, EPS)
- Szerszámpálya-generálás (mélység, sebesség, szerszám típusa)
- Rögzítés (az alapanyag biztonságos rögzítése a mozgás megelőzésére)
- Megmunkálás (vágás / marás / húzott gravírozás)
- Élsimítás és tisztítás
- Opcionális: festékkitöltés, anódizálás, felületi bevonat vagy galvanizálás
Előnyök :
- Mély, tapintható gravírozás (ideális vezérlőpanelekhez és biztonsági címkékhez)
- Jól alkalmazható vastag vagy merev anyagokon
- Magas anyagleválasztási sebesség nagy betűknek / logóknak
- Költséghatékony közepes és nagy tételnél
Hátrányok :
- Korlátozott finom részletgazdagítás a lézeres eljáráshoz képest
- Burkolatok keletkezhetnek (a burkolat eltávolítása szükséges)
- A szerszám kopása befolyásolja az egyenletességet hosszú futások során
2. Lézeres gravírozás (lézeres megjelölés / lézeres maratás)
Hogyan működik :
Egy fókuszált, nagy teljesítményű lézersugárt (CO ₂ , rostos vagy YAG) használ, amely elpárologtatja, olvasztja vagy oxidálja az alapanyag felületét —így érintésmentesen készülnek nagy pontosságú, maradandó jelölések. A lézeres gravírozás a következőket eredményezheti:
- Bevágott jelöléseket (maratás)
- Felület színváltozása (jelölés, mélység nélkül)
- Habosodás/égetés (műanyagokon)
- Lágyítás (színváltozás fémeken leválasztás nélkül)
Főbb anyagok :
- Fémek: Rozsdamentes acél (funkciós lézer), alumínium, titán, sárgaréz
- Műanyagok: ABS, PVC, PET, policarbonát, kétszínű lemezek
- Üveg, kerámia, kő, fa, bőr
Folyamatlépések :
- Tervezés → vektoros/raszteres fájl
- Lézerparaméterek beállítása (teljesítmény, sebesség, DPI, frekvencia)
- Rögzítés és igazítás
- Lézeres gravírozás / megjelölés
- Tisztítás (maradékanyag-eltávolítás)
- Opcionális: bevonat, kitöltés vagy felületkezelés
Előnyök :
- Ultra pontos (finom szöveg, kis méretű QR-kódok, összetett logók)
- Érintésmentes → nincs szerszámkopás, nincsenek forgácsmaradványok, nincs anyagdeformáció
- Gyors beállítás és rövid sorozatok hatékonysága
- Sokoldalú: egyetlen rendszerben megjelölhet, marathat, lehelezhet vagy habosíthat
- Működik sík, görbült vagy szabálytalan felületeken
Hátrányok :
- Korlátozott mélység (általában < 0,004 hüvelyk / 0,1 mm fémeknél)
- Magasabb berendezési költség a mechanikus gravírozáshoz képest
- Egyes anyagok (pl. átlátszó PVC) esetében kontrasztelőállításhoz adalékanyagok szükségesek
3. Kémiai maratás (fotokémiai maratás / savas maratás)
Hogyan működik :
Egy fényérzékeny maszkot visznek fel a fém felületére, UV-fénynek teszik ki egy film-pozitív segítségével, majd fejlesztik, és savval (pl. vas(III)-kloriddal rozsdamentes acél esetén) maratják, hogy kiválasszák a távolítandó anyagot. Az eredmény egy egyenletes, mélyített minta éles szélekkel.
Főbb anyagok :
Rozsdamentes acél (304/316), alumínium, réz, sárgaréz, nikkelötvözetek
Folyamatlépések :
- Tisztítás és fényérzékeny réteg laminálása
- Kitéve UV-fénynek és fejlesztve a maszk létrehozásához
- Kémiai maratás (szabályozott időtartam / hőmérséklet)
- Fényérzékeny réteg eltávolítása és tisztítás
- Opcionális: festékkitöltés, felületi bevonat (pl. galvanizálás), anodizálás vagy laminálás
Előnyök :
- Egyenletes mélység nagy felületeken
- Kiváló finom vonalakhoz és nagy mennyiségű, egyenletes minőséghez
- Nincs szerszámkopás; a vágásminőség jobb, mint a mechanikus eljárásoké
- Ideális fémes névadó táblákhoz, címkékhez és csúsztatólemezekhez
Hátrányok :
- Csak fém alapanyagokra korlátozódik
- Kémiai anyagok kezelése és hulladékkezelés szükséges
- Lassabb kis tételnél, mint a lézeres eljárás
Fontos gravírozási tervezési és anyagválasztási irányelvek
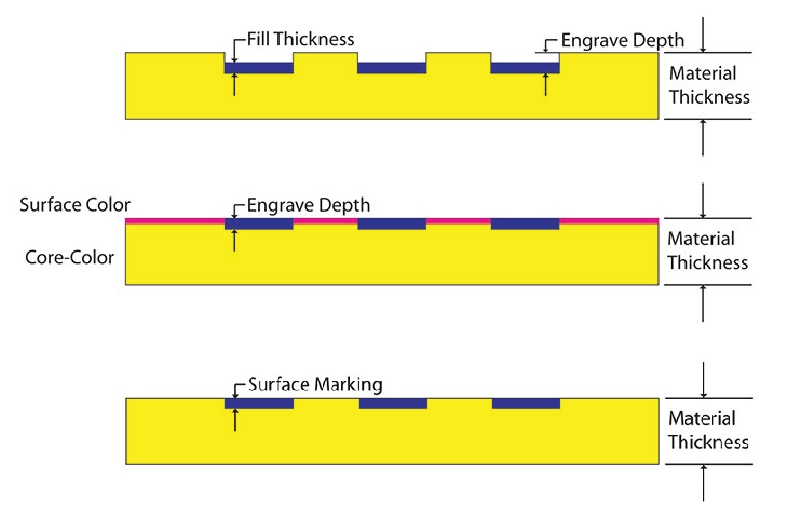
- Mélység : 0,001–0,006 hüvelyk (0,025–0,15 mm) a legtöbb címke esetében; érzékelhető vezérlőpanelekhez mélyebb (0,008–0,015 hüvelyk)
- Vonalvastagság : ≥0,004 hüvelyk (0,1 mm) olvashatóság érdekében; finomabb vonalak esetén lézeres vagy kémiai maratás szükséges.
- Kontraszt : A maximális olvashatóság érdekében festékkitöltést (epoxi, UV-keményedő festék) vagy kétszínű műanyagot használjon.
-
Anyagválasztás :
- Kültéri/nehéz körülmények közötti használatra: 316-os rozsdamentes acél, anodizált alumínium, UV-stabilizált műanyagok
- Tapintható: mechanikus gravírozás ABS-ből vagy alumíniumból
- Finom részlet: lézeres vagy kémiai maratás
- Költségérzékeny megoldás: PVC/ABS két színű lemezek (mechanikus gravírozással)
Tipikus alkalmazások
- Ipari berendezések azonosító táblái, eszközjelölő címkék, névleges érték táblák
- Kezelőpanel-felületek, kapcsolófeliratok, gombjelölők
- Autóipari és légiközlekedési alkatrészek megjelölése
- Biztonsági táblák, veszélyjelző címkék, irányjelző táblák
- Díjak, trófeák, személyre szabott ajándékok, építészeti táblák

