Co je rytí?
Ryze je subtraktivní výrobní proces, při kterém se materiál odstraňuje z podkladu (kov, plast, dřevo, sklo atd.) pomocí mechanických nebo laserových nástrojů za účelem vytvoření trvalých, hmatatelných a vysokokontrastních grafik, textů, logotypů nebo vzorů. Na rozdíl od tisku (který leží na povrchu) rytí vytváří prohlubně nebo vyvýšené prvky integrované do materiálu , čímž zajišťuje výjimečnou odolnost a dlouhodobou čitelnost – i v náročných průmyslových, venkovních nebo vysoce namáhaných prostředích.
Běžné typy rytí
1. Mechanické rytí (CNC frézování / rotační rytí)
Jak to funguje :
Využívá rotující řezný nástroj (rytcový nůž, karbidový vrták nebo diamantový táhlový hrot), který je řízen CNC (počítačově číselně řízeným systémem), a fyzicky vyvrtává do podkladu. Nástroj odstraňuje materiál tak, aby vytvořil prohlubně (rytý text/obrazec) nebo vyvýšené prvky (kameo / reliéf).
Klíčové materiály :
- Kovy: nerezová ocel, hliník, mosaz, měď, slitina zinku
- Plasty: ABS, PVC, akryl, polykarbonát, dvoubarevné desky
- Kompozity: fenolické, G10/FR4, gravírované lamináty
Kroky procesu :
- Návrh → vektorový soubor (AI, DXF, EPS)
- Generování nástrojové dráhy (hloubka, rychlost, typ nástroje)
- Upínání (pevné uchycení podkladu za účelem zabránění pohybu)
- Obrábění (řezání / frézování / tahové gravírování)
- Odstraňování ostří a čištění
- Volitelné: vyplnění barvou, anodizace, pokovování nebo povlakování
Výhody :
- Hluboké, hmatově vnímatelné gravírování (ideální pro ovládací panely, bezpečnostní štítky)
- Lze použít na tlusté nebo tuhé materiály
- Vysoká rychlost odstraňování materiálu pro velké texty/loga
- Nákladově efektivní pro střední a velké série
Nevýhody :
- Omezená jemná detailní kvalita ve srovnání s laserovým zpracováním
- Může vznikat hranový přebytek (vyžaduje odhrnování)
- Opotřebení nástroje ovlivňuje konzistenci při dlouhých sériích
2. Laserové gravírování (laserové značení / laserové leptání)
Jak to funguje :
Využívá zaměřený vysoce výkonný laserový paprsek (CO ₂ , vláknový nebo YAG), který subtrát na povrchu odpařuje, taví nebo oxiduje —a vytváří vysoce přesné, trvalé značky bez fyzického kontaktu. Laserové gravírování umožňuje vytvořit:
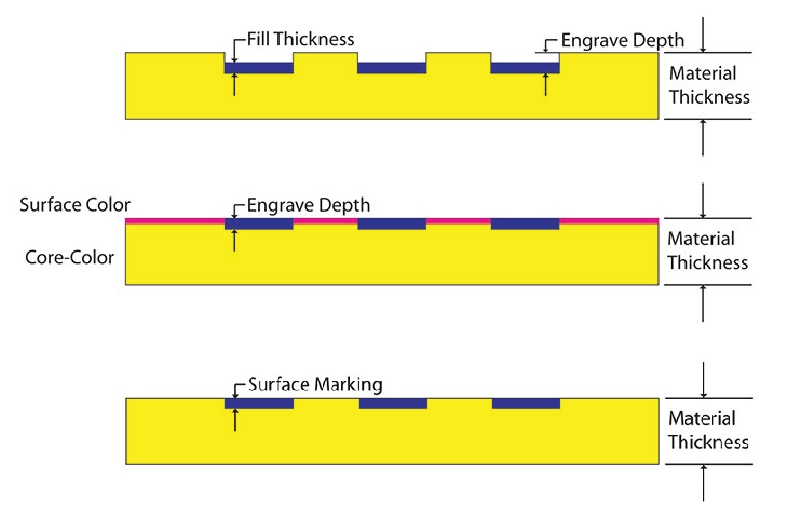
- Zapuštěné značky (leptání)
- Změna barvy povrchu (značení, bez hloubky)
- Pěnění/uhlíkování (na plastech)
- Žíhání (změna barvy kovů bez odstraňování materiálu)
Klíčové materiály :
- Kovy: nerezová ocel (vláknový laser), hliník, titan, mosaz
- Plasty: ABS, PVC, PET, polykarbonát, dvoubarevné desky
- Sklo, keramika, kámen, dřevo, kůže
Kroky procesu :
- Návrh → vektorový/rastrový soubor
- Nastavení parametrů laseru (výkon, rychlost, DPI, frekvence)
- Upevnění a zarovnání
- Laserové gravírování / značení
- Čištění (odstraňování zbytků)
- Volitelné: povlakování, vyplnění nebo dokončovací úprava
Výhody :
- Ultra-vysoká přesnost (jemný text, malé QR kódy, složité loga)
- Bezkontaktní → žádné opotřebení nástroje, žádné otočky, žádná deformace materiálu
- Rychlá příprava a efektivita pro krátké výrobní šarže
- Univerzální: v jednom systému lze provádět značení, leptání, žíhání nebo pěnování
- Funkční na rovných, zakřivených i nerovných površích
Nevýhody :
- Omezená hloubka (obvykle < 0,004 palce / 0,1 mm u kovů)
- Vyšší pořizovací náklady na zařízení ve srovnání s mechanickým gravírováním
- Některé materiály (např. průhledný PVC) mohou vyžadovat přísady pro zvýšení kontrastu
3. Chemické leptání (fotoleptání / kyselinové leptání)
Jak to funguje :
Na povrch kovu se aplikuje fotorezistní maska, která se poté vystaví UV záření prostřednictvím pozitivního filmu, vyvine se a následně leptá kyselinou (např. chlorid železitý pro nerezovou ocel), čímž se selektivně odstraní materiál. Výsledkem je rovnoměrný, zapuštěný vzor s ostrými okraji.
Klíčové materiály :
Nerezová ocel (304/316), hliník, měď, mosaz, niklové slitiny
Kroky procesu :
- Čištění a laminace fotorezistu
- Expozice a vývoj k vytvoření masky
- Chemické leptání (řízený čas/teplota)
- Odstranění fotorezistu a čištění
- Volitelné: vyplnění barvou, pokovování, anodizace nebo laminace
Výhody :
- Rovnoměrná hloubka na rozsáhlých plochách
- Vynikající pro jemné čáry a konzistenci při vysokém objemu
- Žádné opotřebení nástrojů; kvalita okraje je lepší než u mechanických metod
- Ideální pro kovové štítky, etikety a podložky
Nevýhody :
- Omezeno na kovové podklady
- Vyžaduje manipulaci s chemikáliemi a likvidaci odpadních látek
- Pomalejší u malých sérií ve srovnání s laserovým zpracováním
Hlavní pokyny pro návrh a výběr materiálu pro gravírování
- Hloubka : 0,001"–0,006" (0,025 mm–0,15 mm) pro většinu etiket; hlubší (0,008"–0,015") pro dotykové ovládací panely.
- Šířka čáry : ≥0,004" (0,1 mm) pro čitelnost; jemnější čáry vyžadují laserové nebo chemické leptání.
- Kontrast : Pro maximální čitelnost použijte barvové vyplnění (epoxidové pryskyřice, UV-vytvrzované inkousty) nebo plast dvoubarevný.
-
Výběr materiálu :
- Venkovní/napárované podmínky: nerezová ocel 316, anodizovaný hliník, plastické materiály stabilizované proti UV záření
- Dotekové: mechanické gravírování na ABS nebo hliníku
- Jemné detaily: laserové nebo chemické leptání
- Nákladově citlivé: dvoubarevné fólie z PVC/ABS (mechanické gravírování)
Typické aplikace
- Identifikační štítky průmyslového zařízení, štítky pro identifikaci majetku, typové štítky
- Překryvné panely řídicích panelů, označení spínačů, označení tlačítek
- Označování komponentů pro automobilový a letecký průmysl
- Bezpečnostní značky, varovné štítky, směrové tabulky
- Ceny, trofeje, personalizované dárky, architektonické informační tabule

