حکاکی چیست؟
حک کار فرآیندی تولیدی کاهشی است که در آن ماده از یک زیرلایه (فلز، پلاستیک، چوب، شیشه و غیره) با استفاده از ابزارهای مکانیکی یا لیزری حذف میشود تا تصاویر، متون، لوگوها یا الگوهای دائمی، لامسه و با контراست بالا ایجاد گردد. برخلاف چاپ (که روی سطح قرار میگیرد)، حکاکی ویژگیهای فرورفته یا برجسته را ایجاد میکند که بهطور یکپارچه با ماده ادغام شدهاند و از اینرو دوام بسیار بالا و خوانایی طولانیمدت را حتی در محیطهای صنعتی سخت، بیرون از ساختمان یا محیطهای با سایش بالا تضمین میکنند.
انواع رایج فرآیندهای حکاکی
۱. حکاکی مکانیکی (ماشینکاری CNC / حکاکی چرخشی)
چگونه کار میکند :
از یک ابزار برش چرخان (مثل بورین، نوک کاربید یا نوک الماسی کشیدهشونده) که توسط سیستم کنترل عددی کامپیوتری (CNC) هدایت میشود، برای حکاکی فیزیکی در زیرلایه استفاده میکند. این ابزار ماده را حذف کرده و ویژگیهای فرورفته (حکاکیشده) یا برجسته (کامئو/رلیف) را ایجاد میکند.
مواد اصلی :
- فلزات: فولاد ضدزنگ، آلومینیوم، برنج، مس، آلیاژ روی
- پلاستیکها: ABS، PVC، آکریلیک، پلیکربنات، صفحات دو رنگ
- ترکیبات: فنولیک، G10/FR4، صفحات لامینهشده با حکاکی
مراحل فرآیند :
- طراحی → فایل برداری (AI، DXF، EPS)
- تولید مسیر ابزار (عمق، سرعت، نوع ابزار)
- ثابتسازی (محکم کردن زیرلایه برای جلوگیری از جابهجایی)
- ماشینکاری (برش / فرزکاری / حکاکی کشیدنی)
- برداشتن لبههای ناخالص و تمیزکاری
- اختیاری: پرکردن با رنگ، آندایز شدن، روکشدهی یا پوششدهی
مزایا :
- حکاکی عمیق و لامسهای (مناسب برای پنلهای کنترلی و برچسبهای ایمنی)
- بر روی مواد ضخیم یا سفتکاربرد دارد
- نرخ بالای حذف ماده برای متون یا لوگوهای بزرگ
- مقرونبهصرفه برای تولیدات متوسط تا بزرگ
نقطه ضعف :
- جزئیات ظریف محدودتری نسبت به لیزر دارد
- ممکن است برآمدگیهای لبهدار (برور) ایجاد کند (نیازمند حذف برور)
- سایش ابزار بر ثبات عملکرد در تولید انبوه تأثیر میگذارد
۲. حکاکی لیزری (نشانگذاری لیزری / اچکردن لیزری)
چگونه کار میکند :
از پرتو لیزری قوی و متمرکز (CO ₂ , فیبر یا YAG) برای تبخیر، ذوب یا اکسید شدن سطح زیرلایه استفاده میکند —و علامتهایی با دقت بالا و دائمی ایجاد میکند که نیازی به تماس فیزیکی ندارند. حکاکی لیزری میتواند انواع زیر را تولید کند:
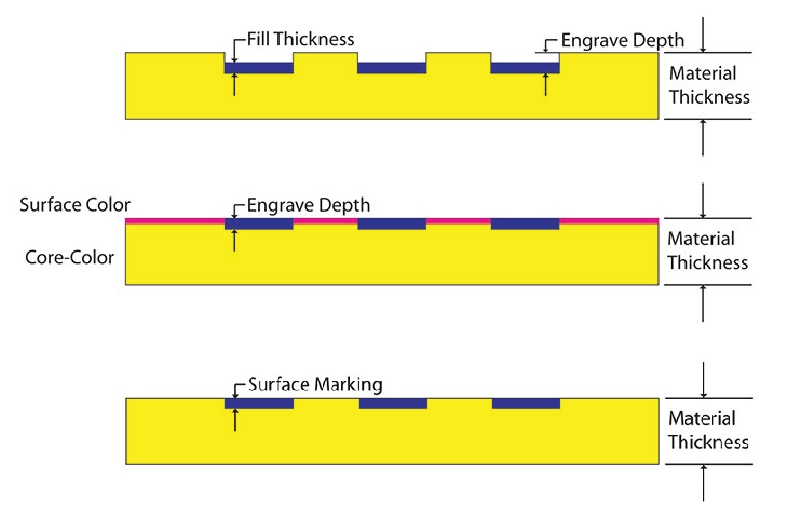
- علامتهای فرو رفته (اچکردن)
- تغییر رنگ سطح (نشانگذاری، بدون عمق)
- تولید حبابزدن/سیاهشدن (روی پلاستیکها)
- نمکزدگی (تغییر رنگ روی فلزات بدون برداشتن لایه)
مواد اصلی :
- فلزات: فولاد ضدزنگ (لیزر فیبر)، آلومینیوم، تیتانیوم، برنج
- پلاستیکها: ABS، PVC، PET، پلیکربنات، صفحات دو رنگ
- شیشه، سرامیک، سنگ، چوب، چرم
مراحل فرآیند :
- طراحی → فایل برداری/رستری
- تنظیمات پارامترهای لیزر (توان، سرعت، DPI، فرکانس)
- نگهدارندهها و ترازبندی
- حکاکی/علامتگذاری با لیزر
- پاکسازی (برداشتن باقیماندهها)
- اختیاری: پوششدهی، پرکردن یا انجام عملیات نهایی
مزایا :
- دقت بسیار بالا (متنهای ریز، کدهای QR کوچک، لوگوهای پیچیده)
- بدون تماس → فرسایش ابزار وجود ندارد، لبههای تیز (برِر) ایجاد نمیشود و تغییر شکل ماده رخ نمیدهد
- راهاندازی سریع و کارایی بالا در تولید کوتاهمدت
- انعطافپذیر: قادر به انجام علامتگذاری، حکاکی، آنیل یا فومزنی در یک سیستم واحد
- قابل استفاده روی سطوح صاف، منحنی یا نامنظم
نقطه ضعف :
- عمق محدود (معمولاً کمتر از ۰٫۰۰۴ اینچ یا ۰٫۱ میلیمتر برای فلزات)
- هزینه تجهیزات بالاتر از حکاکی مکانیکی
- برخی مواد (مانند PVC شفاف) ممکن است برای ایجاد تضاد نیازمند افزودنیها باشند
۳. اچکردن شیمیایی (اچکردن عکسی / اچکردن اسیدی)
چگونه کار میکند :
یک ماسک فوتو رزیست بر روی سطح فلز اعمال میشود، سپس از طریق یک فیلم مثبت در معرض نور فرابنفش قرار گرفته و توسعه داده میشود و در نهایت با اسید (مانند کلرید آهن برای فولاد ضدزنگ) اچ میشود تا بهصورت انتخابی مواد از بین روند. نتیجه، الگویی یکنواخت و فرو رفته با لبههای تیز است.
مواد اصلی :
فولاد ضدزنگ (۳۰۴/۳۱۶)، آلومینیوم، مس، برنج، آلیاژهای نیکل
مراحل فرآیند :
- پاکسازی و لامینهکردن فوتو رزیست
- قرار دادن در معرض نور و توسعهدهی برای ایجاد ماسک
- اچ شیمیایی (زمان و دما کنترلشده)
- برداشتن فوتو رزیست و پاکسازی
- اختیاری: پرکردن با رنگ، آبکاری، آنودایز یا لامینهکردن
مزایا :
- عمق یکنواخت در سطوح گسترده
- برای خطوط ظریف و ثبات در تولید انبوه بسیار مناسب است
- هیچ سایشی در ابزار رخ نمیدهد؛ کیفیت لبهها از روشهای مکانیکی بهتر است
- برای پلاکهای فلزی، برچسبها و واشرها ایدهآل است
نقطه ضعف :
- محدود به زیرلایههای فلزی است
- نیاز به دسترسی به مواد شیمیایی و تصفیه پسماندها وجود دارد
- برای تولیدات کوچک، سرعت آن کمتر از لیزر است
راهنمای طراحی و انتخاب مواد برای حکاکی کلیدی
- عمق : ۰٫۰۰۱ اینچ تا ۰٫۰۰۶ اینچ (۰٫۰۲۵ میلیمتر تا ۰٫۱۵ میلیمتر) برای اکثر برچسبها؛ عمق بیشتر (۰٫۰۰۸ اینچ تا ۰٫۰۱۵ اینچ) برای پنلهای کنترل لامسه
- عرض خط : حداقل ۰٫۰۰۴ اینچ (۰٫۱ میلیمتر) برای خوانایی کافی؛ خطوط ظریفتر نیازمند حکاکی لیزری یا شیمیایی هستند
- تعارض : برای حداکثر خوانایی از پرکردن با رنگ (اپوکسی یا جوهر سختشونده با فرابنفش) یا پلاستیک دو رنگ استفاده کنید
-
انتخاب مواد :
- برای محیطهای بیرونی یا سخت: فولاد ضدزنگ ۳۱۶، آلومینیوم آنود شده، پلاستیکهای پایدار در برابر UV
- لمسی: حکاکی مکانیکی روی ABS یا آلومینیوم
- جزئیات ظریف: حکاکی لیزری یا شیمیایی
- حساس به هزینه: صفحات دو رنگ PVC/ABS (حکاکی مکانیکی)
کاربردهای معمول
- برچسبهای نام تجهیزات صنعتی، برچسبهای شناسایی داراییها، برچسبهای مشخصات فنی
- پوششهای پنل کنترل، برچسبهای کلیدها، نشانگرهای دکمهها
- علامتگذاری قطعات خودرویی و هوافضایی
- علائم ایمنی، برچسبهای خطر، تابلوهای جهتنمایی
- جوایز، کاسههای افتخار، اهداییهای شخصیسازیشده، تابلوهای معماری

