Hvad er prægning?
Udsmykket er en koldformningsproces der skaber forhøjede (prægede) eller indtrykte (deprægede) tredimensionale mønstre, tekst, logoer eller strukturer på overfladen af et substrat ved hjælp af et par tilsvarende stempelværktøjer – et mandstempel (øverste) og et kvindetempel (nederste) – uden at fjerne eller tilføje materiale . I modsætning til gravering (subtraktiv) eller tryk (additiv) omformer prægning substratet gennem mekanisk tryk og danner taktilt fornemmelige, holdbare 3D-funktioner, der integreres i materialet selv. Denne proces anvendes bredt på metal, plast, papir og kompositmaterialer inden for branding, identifikation og dekorative anvendelser og værdsættes for sin premium taktile følelse og langvarige ydeevne.
Nøglebegreber inden for prægning
- Embossering: Forhøjede 3D-funktioner på substratets overflade (den mest almindelige type).
- Indprægning: Indtrykte 3D-funktioner (omvendt prægning, også kaldet intaglio-pressning).
- Blindprægning: Prægning/deprægning uden blæk eller folie – bygger på underlagets struktur og lysrefleksion for at skabe kontrast.
- Folieprægning (varmstempeltryk + prægning): Kombinerer prægning med varmstempeltryk, hvor metal- eller farvet folie overføres til den forhøjede overflade for forbedret visuel kontrast.
- Registreret prægning: Præcis justering af prægnede elementer i forhold til trykte grafikker, tekst eller skårede kanter (afgørende for mærkespecifikke navneskilte og etiketter).
- Mandlige/kvindelige stempelforme: Parvis matchede metalstempelforme (typisk i stål eller messing), hvor den mandlige form har forhøjede detaljer og den kvindelige form har tilsvarende fordybninger.
Kerneprocessen for prægning (trin for trin)
Prægningsprocessen er fuldstændig mekanisk og kræver ingen kemikalier eller varme (medmindre den kombineres med varmstempeltryk); den gennemføres på én trykcyklus for høj effektivitet.
1. Stempelformsdesign og fremstilling
- Konverter grafik (tekst, logoer, mønstre) til 3D-vektorfiler og design den mandlige/kvindelige stempelgeometri (herunder fremhævningshøjde, -vinkel og -radius).
- Fremstil stempler af hærdet stål (til storseriefremstilling) eller messing (til små serier/prototyper) via CNC-bearbejdning, laserskæring eller EDM (elektrisk udledningsbearbejdning).
-
Polér stempeloverfladerne for at sikre glatte, fritstående prægede detaljer på substratet.
2. Forberedelse af substrat
- Skær substratet (metalplade, plastfilm, papkort) til den ønskede størrelse og form; sikr planhed (ingen krumning), så trykket bliver jævnt.
- På følsomme substrater (tyndt aluminium, blød plast) anvendes en svag frigøringsmiddel eller forvarmning (lav temperatur, <100 °C) for at forhindre revner eller revninger.
3. Montering og justering af stempel
- Monter det mandlige stempel på den øverste plade og det kvindelige stempel på den nederste plade i en prægepresse (hydraulisk, mekanisk eller pneumatisk).
- Justér støbemaskinerne præcist for at sikre, at de maskuline dele passer perfekt ind i de feminine udybninger (ingen fejlstilling eller forskydning).
4. Prægning
- Før det forberedte substrat mellem de tilsvarende støbemaskiner.
- Anvend kontrolleret mekanisk tryk (5–50 ton, afhængigt af substratmaterialet, tykkelsen og prægningsdybden) på støbemaskinerne.
- Substratet deformeres ved tryk og tilpasser sig støbemaskinernes geometri, hvilket danner permanente forhøjede/indtrykte 3D-figurer.
- Ved folieprægning: Integrer en varmstempelfolie-rulle i presseanlægget; folien opvarmes og overføres til den prægnede overflade, mens tryk påføres.
5. Afslutning og efterbehandling
- Fjern det prægnede substrat fra pressen; klip overskydende materiale væk, eller udfør die-cutting til brugerdefinerede former (runde, rektangulære, uregelmæssige).
- Ved metalsubstrater: Valgfri afskræbning, polering eller belægning (klar lak, UV-beskyttelse) for at forbedre holdbarheden.
-
Ved klistermærker med klæbemiddel: Anvend trykfølsomt klæbemiddel (PSA) og en beskyttende liner på bagsiden for nem montering.
Almindelige substrater til prægning
1. Metalsubstrater (mest udbredte til industrielle navneskilte)
- Aluminium: Bløde, formbare og omkostningseffektive – ideelle til prægning; anodiseret aluminium giver korrosionsbestandighed og farvemuligheder.
- Messing/kobber: Premium metalglans, fremragende prægningsdetaljer, velegnet til højtkvalitets navneskilte og dekorative plader.
- Rustfrit stål (304/316): Hårdere, kræver højere tryk; anvendes til tunge industrielle navneskilte med fremragende holdbarhed.
- Zinklegering: Støbbart, perfekt til dyb prægning og komplekse 3D-mønstre.
Typisk tykkelse: 0,010”–0,060” (0,25 mm–1,5 mm) (tyndere substrater til overfladisk prægning; tykkere til dybe 3D-funktioner).
2. Plastsubstrater
- ABS/PVC: Stift, men fleksibel, nem at præge – velegnet til kontrolpanelmærkater og navneskilte til elektroniske enheder.
- Polycarbonat (PC): Stødfast, UV-stabiliseret – ideel til udendørs plastiknavneskilte.
- Polyester (PET): Tynd, fleksibel og varmebestandig – anvendes til selvklistrende, prægede mærkater og overlays.
Typisk tykkelse: 0,005–0,030 tommer (0,125–0,75 mm).
3. Papir-/komposit-underlag
- Kortpapir/kunstpapir: Til emballagemærkater, gaveetiketter og promotionsmaterialer (blind- eller folieprægning).
- Læder/PU-læder: Til luksusvarer, bagage og bilinteriørudstyr (dekorativ prægning).
Nøglefordele ved prægning
- Taktil og visuel premiumkvalitet: 3D-fremhævede/indtrykte detaljer skaber en unik taktil fornemmelse og visuel dybde – langt mere premium end flad trykning/gravering og forbedrer mærkeværdien.
- Permanent og holdbar: Prægede detaljer dannes ved deformation af underlaget, ikke ved overfladebelægning – modstandsdygtig over for slid, ridser, udblekning og kemisk korrosion; ingen løsning eller spaltning med tiden.
- Ingen blækkrav (blindprægning): Blindprægning bruger underlagets naturlige struktur til at skabe kontrast, hvilket gør den ideel til miljøer, hvor blæk kan udblekne eller løsne (udendørs, industrielle, højslidte områder).
- Høj produktionseffektivitet: Én prescyklus, ingen efterbehandling eller -hærdning – velegnet til masseproduktion i høje volumener (10.000+ enheder) med konsekvent kvalitet.
- Alsidighed: Kan kombineres med varmestempel, tryk eller belægning for tilpassede effekter; understøtter både små, fine tekster og store, komplekse mønstre.
- Omkostningseffektiv ved høje volumener: Når støbningsskabelonerne er fremstillet, er stykprisen ekstremt lav ved store serier.
Begrænsninger og designovervejelser
- Støbningsskabelonomkostning: Brugerdefinerede maskin- og kvindeskatte har en forudgående fremstillingsomkostning – mindre økonomisk for små serier (<500 enheder).
- Funktionelle begrænsninger: Fin tekst (<8 pt) eller mikromønstre kan miste detaljer ved dyb prægning; lasergravering er bedre til ekstremt fine funktioner.
- Underlagsbegrænsninger: Hårde, sprøde underlag (f.eks. tykt tempereret glas, stive keramikker) kan ikke prægnes; bløde, formbare materialer er påkrævet.
- Trykstyring: For højt tryk kan medføre revner, revner eller deformation af underlaget; utilstrækkeligt tryk resulterer i overfladiske, uskarpe prægnede funktioner.
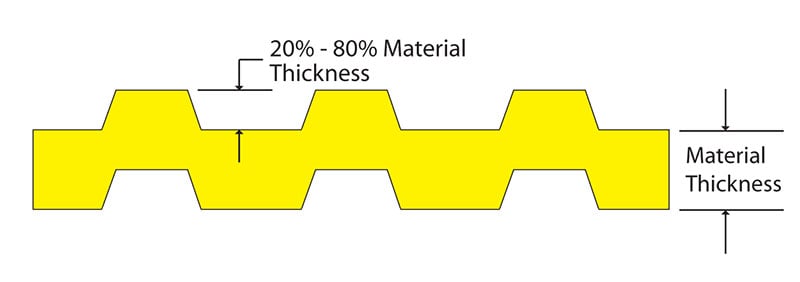
Designvejledning: Højden af prægningsfunktionen bør være 10–30 % af underlagets tykkelse (f.eks. en højde på 0,002”–0,006” for et aluminiumsunderlag med tykkelsen 0,020”).
Typiske anvendelser
- Industriel identifikation: Metal skilte til udstyr, aktivermærker, typeplader, etiketter til elektriske paneler (aluminium/rustfrit stål med prægning).
- Mærke- og produktbranding: High-end-produktskilte (elektronik, luksusvarer), emballageetiketter, gavekasser (folieprægning + varmestempel).
- Automobil & Luftfart: Prægning af interiørtrim, identifikationsplader for komponenter, instrumentbrættets etiketter.
- Dekorativt og promotionalt: Plaketter, trofæer, gaveetiketter, læderprodukter, promotionalt merchandise (blindprægning/folieprægning).
- Klistre-etiketter: Selvklæbende prægede metal-/plastiketiketter til nem montering på maskineri, møbler og elektroniske enheder.

