Какво е тиснене?
Релief е студен формовъчен процес който създава изпъкнали (тиснати) или вдлъбнати (обратно тиснати) тримерни модели, текст, лога или текстури върху повърхността на субстрата чрез комплект от съответстващи мъжки (горни) и женски (долни) матрици — без премахване или добавяне на материал . За разлика от гравирането (субтрактивен процес) или печатането (адитивен процес), тисненето преформира субстрата чрез механично налягане, като създава тактилни и издръжливи тримерни елементи, които са интегрирани в самия материал. Този процес се използва широко за метали, пластмаси, хартия и композитни субстрати в областите на брандирането, идентификацията и декоративните приложения и се ценят за премиалния си тактилен ефект и дълготрайна експлоатационна сигурност.
Основни термини в тисненето
- Оттискане: Изпъкнали тримерни елементи върху повърхността на субстрата (най-разпространеният тип).
- Вдлъбнато отпечатване: Вдлъбнати тримерни елементи (обратно на тисненето, също известно като интаглио тиснене).
- Слепо тиснене: Тиснене/вдлъбване без мастило или фолио — използва текстурата на основния материал и отражението на светлината за постигане на контраст.
- Фолирано тиснене (горещо клеймо + тиснене): Комбинира тисненето с горещо фолиране, при което метално/цветно фолио се прехвърля върху издигнатата повърхност, за да се постигне по-висок визуален контраст.
- Регистрирано тиснене: Точна подравненост на тиснатите елементи спрямо печатните графики, текст или ръбове на изрязани детайли (от критично значение за маркирани табелки и етикети).
- Мъжки/женски матрици: Съответстващи метални форми (обикновено стоманени или медни), при които мъжката матрица има издигнати елементи, а женската — съответстващи вдлъбнатини.
Основен процес на тиснене (стъпка по стъпка)
Процесът на тиснене е напълно механичен и не изисква химикали или топлина (освен ако не се комбинира с горещо клеймо); завършва се за един цикъл на пресата, което осигурява висока ефективност.
1. Проектиране и изработка на матрица
- Преобразуване на графичните елементи (текст, лога, шарки) в 3D векторни файлове и проектиране на геометрията на мъжката/женската матрица (включително височина на елементите, ъгъл и радиус).
- Изработка на матрици от закалена стомана (за производство в големи обеми) или от месинг (за кратки серии/прототипи) чрез CNC машинна обработка, лазерно рязане или EDM (електроерозионна обработка).
-
Полиране на повърхностите на матриците, за да се осигури гладки, без заострени ръбове релефни елементи върху субстрата.
2. Подготовка на субстрата
- Реждане на субстрата (метален лист, пластмасова фолио, картон) до необходимите размери и форма; осигуряване на равност (липса на деформация), за да се постигне еднородно налягане.
- За деликатни субстрати (тънък алуминий, мека пластмаса) прилагане на лек агент за отделяне или предварително загряване (при ниска температура, <100 °C), за да се предотврати пукане или разкъсване.
3. Монтиране и подравняване на матриците
- Монтиране на мъжката матрица върху горната плоча и на женската матрица върху долната плоча на релефна преса (хидравлична, механична или пневматична).
- Точно подравнете матриците, за да се осигури идеално влизане на мъжките елементи в женските гнезда (без изместване или отклонение).
4. Тиснене с релеф
- Подавайте подготовката субстрат между съответстващите матрици.
- Приложете контролирано механично налягане (5–50 тона, в зависимост от материала на субстрата, дебелината му и дълбочината на релефа) към матриците.
- Субстратът се деформира под налягането и приема геометрията на матрицата, образувайки постоянни издадени/вдлъбнати триизмерни елементи.
- При тиснене с фолио: интегрирайте ролка с горещо печатно фолио в пресата; фолиото се нагрява и прехвърля върху релефната повърхност по време на прилагане на налягане.
5. Довършителни и след-обработъчни операции
- Извадете релефния субстрат от пресата; отрежете излишния материал или изрежете по форма (кръгла, правоъгълна, неправилна).
- За метални субстрати: по желание — зачистване от застъпки, полирване или покритие (прозрачен лак, UV защита), за подобряване на издръжливостта.
-
За самозалепващи етикети: приложете самозалепващ адхезив (PSA) и защитна подложка от обратната страна за лесна инсталация.
Често използвани субстрати за тиснене
1. Метални субстрати (най-широко използвани за промишлени табелки)
- Алуминий: Меки, пластични и икономични — идеални за тиснене; анодизираният алуминий осигурява корозионна устойчивост и възможност за различни цветове.
- Месинг/мед: Премиум метално покритие, отлично качество на тиснените детайли, подходящо за висококачествени табелки и декоративни плочки.
- Неръждаема стомана (304/316): По-твърди, изискват по-високо налягане; използват се за тежкодействащи промишлени табелки с превъзходна издръжливост.
- Цинков сплав: Леябна, перфектна за дълбоко тиснене и сложни 3D-модели.
Типична дебелина: 0,010″–0,060″ (0,25 мм–1,5 мм) (по-тънки субстрати за плитко тиснене; по-дебели за дълбоки 3D-елементи).
2. Пластмасови субстрати
- ABS/ПВЦ: Твърд, но гъвкав, лесен за ембосиране — подходящ за етикети на панели за управление и табелки на електронни устройства.
- Поликарбонат (PC): Устойчив на ударни натоварвания и UV-стабилизиран — идеален за пластмасови табелки за употреба на открито.
- Полиестер (PET): Тънък, гъвкав и термостабилен — използва се за самоклеещи се ембосирани етикети и покривни плочки.
Обичайна дебелина: 0,005″–0,030″ (0,125 мм–0,75 мм).
3. Хартиени/композитни подложки
- Картон/художествена хартия: За етикети за опаковки, подаръчни етикети и промоционални материали (ембосиране без фолио или с фолио).
- Кожа/ПУ кожа: За луксозни стоки, багаж и интериорно украсяване на автомобили (декоративно релефно изпъкване).
Основните предимства на релефното изпъкване
- Тактилна и визуална премиум класа: 3D изпъкнали/вдлъбнати елементи създават уникален тактилен ефект и визуална дълбочина — значително по-премиум от плоското печатане/гравиране, което подобрява стойността на марката.
- Постоянно и издръжливо: Релефните елементи се формират чрез деформация на основния материал, а не чрез повърхностно покритие — устойчиви срещу износване, посягане, избледняване и химична корозия; няма отделяне или люспене с течение на времето.
- Без необходимост от мастило (сляпо релефно изпъкване): Сляпото релефно изпъкване използва естествената текстура на основния материал за контраст, което го прави идеално за среди, където мастилото може да избледнее или да се отдели (отворено пространство, индустриални условия, области с високо износване).
- Висока Производствена Ефективност: Единствен цикъл на пресоване, без последваща термична обработка/развитие — подходящо за масово производство в големи обеми (10 000+ бройки) с постоянство на качеството.
- Многофункционалност: Комбинира се с горещо тъмпинг, печат или покритие за персонализирани ефекти; поддържа както малки, фини надписи, така и големи, сложни шарки.
- Икономически изгодно за висок обем: След като матриците са изработени, производствената цена на единица е изключително ниска при големи серии.
Ограничения и проектиране
- Стойност на матрицата: Персонализираните мъжки/женски матрици имат предварителна производствена стойност — по-малко икономически изгодни за малки серии (по-малко от 500 бройки).
- Ограничения на елементите: Дребен шрифт (по-малко от 8 pt) или микропатерни могат да загубят детайли при дълбоко тиснене; лазерното гравиране е по-подходящо за изключително фини елементи.
- Ограничения за субстрата: Твърди и крехки субстрати (напр. дебело закалено стъкло, твърда керамика) не могат да се тиснат; необходими са меки и пластични материали.
- Контрол на налягането: Прекомерното налягане може да причини пукнатини, разкъсване или деформация на субстрата; недостатъчното налягане води до плитки и неясни тиснати елементи.
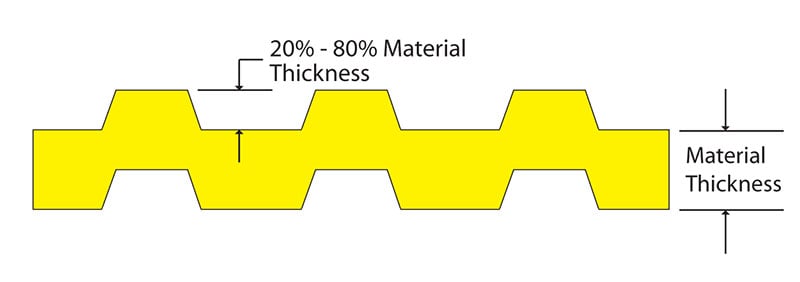
Ръководство за проектиране: Височината на релефната (ембосирана) характеристика трябва да е 10–30 % от дебелината на основния материал (напр. височина 0,002″–0,006″ при алуминиев лист с дебелина 0,020″).
Типични приложения
- Промишлена идентификация: Метални табелки за оборудване, етикети за активи, табелки с технически данни, етикети за електрически панели (ембосиране върху алуминий/неръждаема стомана).
- Брандиране на марка и продукт: Висококачествени табелки с името на продукта (електроника, люксозни стоки), етикети за опаковки, подаръчни кутии (фолирано ембосиране + горещо клеймо).
- Автомобилна и аерокосмическа: Ембосиране на интериорни обшивки, табелки за идентификация на компоненти, етикети за табло на автомобила.
- Декоративно и промоционално приложение: Плакети, награди, етикети за подаръци, изделия от кожа, промоционални стоки (сляпо/фолирано ембосиране).
- Лепящи етикети: Самолепящи ембосирани метални/пластмасови етикети за лесна инсталация върху машини, мебели и електронни устройства.

