အထောက်အထောက်ဖော်ခြင်းဆိုသည်မှာ အဘယ်နည်း။
အမြင်ထွက်ထုတ်ခြင်း သည် အအေးခံဖော်မှုလုပ်ငန်းစဉ် သို့မဟုတ် အထက်နှင့် အောက်ရှိ အတွေ့အကြုံရှိသော သံလုပ်စက်များ (male die နှင့် female die) ကို အသုံးပြု၍ ပစ္စည်းများ၏ မျက်နှာပုံပေါ်တွင် မြင့်မားသော (embossed) သို့မဟုတ် နက်ရှိုင်းသော (debossed) သုံးဖက်မြင် ပုံစံများ၊ စာလုံးများ၊ လိုဂိုများ သို့မဟုတ် မျက်နှာပုံများကို ဖန်တီးပေးသည့် လုပ်ငန်းစဉ်— ပစ္စည်းကို ဖယ်ရှားခြင်း သို့မဟုတ် ထည့်သွင်းခြင်း မရှိဘဲ ။ အနက်ဖောက်ခြင်း (subtractive) သို့မဟုတ် ပုံနှိပ်ခြင်း (additive) နှင့် ကွဲပါသည်။ embossing သည် စက်မှုဖိအားဖြင့် ပစ္စည်း၏ ပုံသဏ္ဍာန်ကို ပြောင်းလဲပေးခြင်းဖြစ်ပြီး ထိတွေ့မှုအားဖြင့် ခံစားနိုင်သော၊ ခံနိုင်ရည်ရှိသော သုံးဖက်မြင် အင်္ဂါရပ်များကို ပစ္စည်း၏ အတွင်းပိုင်းနှင့် ပေါင်းစပ်ပေးသည်။ ဤလုပ်ငန်းစဉ်ကို အမှတ်တံဆိပ်တွေ့ရှိရေး၊ စိတ်ကူးယဉ်မှုနှင့် အလှဆင်ရေးအတွက် သံ၊ ပလပ်စတစ်၊ စက္ကူနှင့် ပေါင်းစပ်ပစ္စည်းများတွင် အသုံးများပြီး ထိတွေ့မှုအားဖြင့် ခံစားရသော အရည်အသွေးမြင့်မှုနှင့် ကြာရှည်စွာ အသုံးပြုနိုင်မှုတို့ကြောင့် အသုံးများပါသည်။
Embossing တွင် အရေးကြီးသော ဝေါဟာရများ
- Embossing: ပစ္စည်း၏ မျက်နှာပုံပေါ်တွင် မြင့်မားသော သုံးဖက်မြင် အင်္ဂါရပ်များ (အများဆုံးအသုံးပြုသည့် အမျိုးအစား)။
- Debossing: နက်ရှိုင်းသော သုံးဖက်မြင် အင်္ဂါရပ်များ (embossing ၏ အနက်ဖောက်ထားသော ပုံစံဖြစ်ပြီး intaglio pressing ဟုလည်း ခေါ်သည်)။
- Blind Embossing: အရောင်များ သို့မဟုတ် ရှေးရှေးဖိုလ်များ မပါသော embossing/debossing — ပစ္စည်း၏ မျက်နှာပုံနှင့် အလင်းရောင် ပုံဖော်မှုအပေါ်တွင် အချင်းချင်း ကွာခြားမှုကို အခြေခံသည်။
- ဖိုလ်ပါသော အနှိပ်ထုပ်ခြင်း (ဟော့စတမ်ပင် + အနှိပ်ထုပ်ခြင်း) အနှိပ်ထုပ်ခြင်းကို ဟော့ဖိုလ်စတမ်ပင်နှင့် ပေါင်းစပ်ခြင်းဖြစ်ပြီး သေးငယ်သော သို့မဟုတ် ရောင်စုံဖိုလ်များကို မျက်နှာပုံပေါ်ရှိ မြင့်မားသော မျက်နှာပုံပေါ်သို့ လွှဲပေးခြင်းဖြင့် မျက်စိအတွက် ပိုမိုထင်ရှားသော ကွာခြားမှုကို ဖန်တီးပေးပါသည်။
- မှတ်ပုံတင်ထားသော အနှိပ်ထုပ်ခြင်း အနှိပ်ထုပ်ထားသော အစိတ်အပိုင်းများကို ပုံနှိပ်ထားသော ဂရပ်ဖစ်များ၊ စာသားများ သို့မဟုတ် ဖြတ်ထားသော အစွန်းများနှင့် တိကျစွာ ညှိပေးခြင်း (အမှတ်တံဆိပ်ပါ နာမည်ပေါ်တွင် သို့မဟုတ် လေဘယ်များတွင် အရေးကြီးပါသည်)။
- အမိုးနှင့် အမီးဒိုင် အတူတူပါသော သံသို့မဟုတ် ကြေးနီဖြင့် ပုံစေးထားသော သံထုပ်များဖြစ်ပြီး အမိုးဒိုင်တွင် မြင့်မားသော အစိတ်အပိုင်းများ ပါဝင်ပြီး အမီးဒိုင်တွင် အသေးစိတ်ကွက်လုပ်ထားသော အစိတ်အပိုင်းများ ပါဝင်ပါသည်။
အဓိက အနှိပ်ထုပ်ခြင်းလုပ်ငန်းစဉ် (အဆင့်ဆင့်)
အနှိပ်ထုပ်ခြင်းလုပ်ငန်းစဉ်သည် အပြည့်အဝ ယန္တရားဖြင့် လုပ်ဆောင်ရသော လုပ်ငန်းစဉ်ဖြစ်ပြီး ဟော့စတမ်ပင်နှင့် ပေါင်းစပ်မှုမရှိပါက ဓာတုပစ္စည်းများ သို့မဟုတ် အပူများကို မလိုအပ်ပါ။ ထိုလုပ်ငန်းစဉ်ကို တစ်ကြိမ်တည်းသော ဖိအားဖော်ခြင်းဖြင့် အထောက်အကူပုံမှုများ အများဆုံးဖြင့် ပြီးမြောက်ပါသည်။
၁။ ဒိုင်ဒီဇိုင်းနှင့် ထုတ်လုပ်ခြင်း
- အနုပညာလုပ်ငန်း (စာသားများ၊ လိုဂိုများ၊ ပုံစံများ) ကို ၃ မျက်နှာပေါ်သို့ ပုံစေးထားသော ဗက်တာဖိုင်များအဖြစ် ပေါင်းစပ်ပြီး အမိုးနှင့် အမီးဒိုင်များ၏ ပုံစေးထုပ်မှုကို ဒီဇိုင်းထုတ်ခြင်း (အစိတ်အပိုင်းများ၏ အမြင့်၊ ထောင်လေးထောင်မှုနှင့် အကွက်အရွယ်အစား စသည်တို့ ပါဝင်ပါသည်)။
- CNC စက်ဖြင့် အများအားဖြင့် ထုတ်လုပ်မှုအတွက် သံမဏိမာခိုင်သော သံမဏိ (hardened steel) သို့မဟုတ် နမူနာထုတ်လုပ်မှုအတွက် ပုံသေးသေး (brass) ဖြင့် သံပုံစံများကို ဖန်တီးပါ။ ထို့အပြင် လေဆာဖြတ်ခြင်း (laser cutting) သို့မဟုတ် EDM (လျှပ်စစ်ပေါက်ကွဲမှုဖြင့် ဖြတ်ခြင်း) တို့ဖြင့်လည်း ဖန်တီးနိုင်ပါသည်။
-
သံပုံစံ၏ မျက်နှာပုံများကို ချောမွေ့ပြီး အမှိုင်းများကင်းစင်သော မှိုချိုးထုပ်ထားသော အရာများကို အခြေခံပစ္စည်းပေါ်တွင် ရရှိစေရန် အမျှတ်ပေးပါ။
၂။ အခြေခံပစ္စည်း ပြင်ဆင်ခြင်း
- အခြေခံပစ္စည်း (သံပြား၊ ပလပ်စတစ်ပါးလ်၊ စက္ကူကတ်) ကို လိုအပ်သော အရွယ်အစားနှင့် ပုံစံဖြင့် ဖြတ်ပါ။ ဖိအားမှု တစ်သေးသေးဖြစ်စေရန် မျက်နှာပုံမှုန်းခြင်း (warping) မရှိစေရန် မျက်နှာပုံမှုန်းခြင်းကို သေချာစေပါ။
- အထူအားဖြင့် အလူမီနီယမ်ပါးပါး သို့မဟုတ် ပျော့ပါးသော ပလပ်စတစ်ကဲ့သို့သော အထူးသေးငယ်သော အခြေခံပစ္စည်းများအတွက် ကြိုတင်အသုံးပြုသော ဖွင့်လွှတ်အေးဂျင့် (release agent) ကို အနည်းငယ်သုံးပါ သို့မဟုတ် အပူချိန်နိမ့်နိမ့် (<၁၀၀°C) ဖြင့် ကြိုတင်အပူပေးပါ။ ထိုသို့မှုန်းခြင်း (cracking) သို့မဟုတ် ပဲ့ခြင်း (tearing) မဖြစ်စေရန် ဖြစ်ပါသည်။
၃။ သံပုံစံ တပ်ဆင်ခြင်းနှင့် ညှိခြင်း
- အထက်ပိုင်း ပလေတန် (platen) ပေါ်တွင် အမျိုးသား သံပုံစံ (male die) ကို တပ်ဆင်ပါ။ အောက်ပိုင်း ပလေတန်ပေါ်တွင် အမျိုးသမီး သံပုံစံ (female die) ကို တပ်ဆင်ပါ။ သံပုံစံတပ်ဆင်မှုအတွက် ဟိုက်ဒရောလစ်၊ မက်ကန်းနစ် သို့မဟုတ် ပိုက်အားသုံး ဖိအားစက် (embossing press) ကို အသုံးပြုပါ။
- သံပုံစံများကို အတိအကျ ညှိပါ။ အမျိုးသား သံပုံစံ၏ အစိတ်အပိုင်းများသည် အမျိုးသမီး သံပုံစံ၏ အကောက်အခေါက်များထဲသို့ အပ်သော်လည်း မှုန်းခြင်း (misalignment) သို့မဟုတ် ရှေးရှေးခြင်း (offset) မဖြစ်စေရန် သေချာစေပါ။
၄။ မှိုချိုးထုပ်ခြင်း ဖိအားပေးခြင်း
- ပြင်ဆင်ထားသော အခြေခံပစ္စည်းကို ကိုက်ညီသော သံပုံစံနှစ်ခုကြားသို့ ထည့်ပါ။
- ဒိုင်းများပေါ်သို့ ထိန်းချုပ်ထားသော ယန္တရားမှ ဖော်ပေးသည့် ဖိအား (၅–၅၀ တန်၊ အခြေခံပစ္စည်း၏ ပစ္စည်းများ၊ အထူနှင့် အကွက်နက်မှုအပေါ် မူတည်၍) ကို အသုံးပြုပါ။
- အခြေခံပစ္စည်းသည် ဖိအားဖြင့် ပုံပေါ်လာပြီး ဒိုင်း၏ ပုံသဏ္ဍာန်နှင့် ကိုက်ညီကာ အမြဲတမ်း မြင့်တက်သည့်/နက်သည့် ၃ မျက်နှာပါ အင်္ဂါရပ်များကို ဖန်တီးပါသည်။
- ဖိုင်ယ်လ်ပါသည့် အကွက်ဖော်ခြင်းအတွက်— ဖိအားစက်ထဲသို့ ပူအပ်သည့် ဖိုင်ယ်လ် ရောလ်ကို ပေါင်းစပ်ပါ။ ဖိအားပေးသည့်အခါ ဖိုင်ယ်လ်ကို အပူပေးပြီး အကွက်ဖော်ထားသည့် မျက်နှာပြင်ပေါ်သို့ လွှဲပေးပါသည်။
၅။ အဆုံးသတ်ခြင်းနှင့် နောက်ဆုံးပြုပုံပြင်ခြင်း
- အကွက်ဖော်ထားသည့် အခြေခံပစ္စည်းကို ဖိအားစက်မှ ဖယ်ရှားပါ။ အပိုပစ္စည်းများကို ဖြတ်ထုတ်ပါ သို့မဟုတ် လိုအပ်သည့် ပုံစံများ (ဝိုင်း၊ စတုရန်း၊ မကွာခြားသည့် ပုံစံများ) အတွက် ဒိုင်းဖြင့် ဖြတ်ထုတ်ပါ။
- သံလေးများအတွက်— အပိုအမှုန်များကို ဖယ်ရှားခြင်း (deburring)၊ မှုန်များကို ပြောင်ခြင်း (polishing) သို့မဟုတ် အကာအကွယ်အလွှာများ (ပေါ့ပေါ့သည့် လက်က်ကာ၊ UV ကာကွယ်ရေးအလွှာ) အသုံးပြုခြင်းသည် ခံနိုင်ရည်ကို မြင့်တင်ပေးနိုင်ပါသည်။
-
ကပ်စာတမ်းများအတွက်— အသုံးပြုရန် ဖိအားဖြင့် ကပ်စာတမ်း (PSA) ကို နောက်ဘက်သို့ လိုအပ်သည့်အတိုင်း လိမ်းပေးပြီး အသုံးပြုရန် လွယ်ကူစေရန် ကာကွယ်ရေး လိုင်နာကို တပ်ဆင်ပါ။
အကွက်ဖော်ရာတွင် အသုံးများသည့် အခြေခံပစ္စည်းများ
၁။ သံလေးများ (စက်မှုလုပ်ငန်းများတွင် အမည်ပေးသည့် ပုံစံများအတွက် အသုံးများသည့် အခြေခံပစ္စည်းများ)
- အလူမီနီယမ် နုပ်သော၊ ပုံစံပေးရလွယ်သော၊ စုံထောက်စရိတ်သက်သာသော—အထိုးနှိပ်မှုအတွက် စံချိန်စံညွှန်းဖြစ်သည်။ အနောဒိုင်ဇ်လုပ်ထားသော အလူမီနီယမ်သည် သေးငယ်သော သဲစားမှုကို ကာကွယ်ပေးပြီး အရောင်အများအပြားကို ရရှိစေသည်။
- ပြေးသော ကြေးနီ/ကြေးဝါ။ အဆင့်မြင့် သေးငယ်သော သေးငယ်သော သေးငယ်သော သေးငယ်သော သေးငယ်သော သေးငယ်သော သေးငယ်သော သေးငယ်သော သေးငယ်သော သေးငယ်သော သေးငယ်သော သေးငယ်သော သေးငယ်သော သေးငယ်သော သေးငယ်သော သေးငယ်သော သေးငယ်သော သေးငယ်သော သေးငယ်သော သေးငယ်သော သေးငယ်သော သေးငယ်သော သေးငယ်သော သေးငယ်သော သေးငယ်သော သေးငယ်သော သေးငယ်သော သေးငယ်သော သေးငယ်သော သေးငယ်သော သေးငယ်သော သေးငယ်သော သေးငယ်သော သေးငယ်သော သေးငယ်သ......
- စတီန်လက်စ်သံမဏိ (၃၀၄/၃၁၆)။ ပိုမာန်ချောင်းပါသည်၊ ဖိအားမြင့်မှုလိုအပ်သည်။ အထူးခွဲခြားထားသော စက်မှုလုပ်ငန်းများအတွက် အမည်ပေးပွဲများတွင် အသုံးပြုပါသည်။
- ဇင့်အလွေးထုပ်။ ဖောင်သောအရာဖြစ်ပြီး နက်ရှိုင်းသော အထိုးနှိပ်မှုများနှင့် ရှုပ်ထွေးသော ၃ဒီ ပုံစံများအတွက် အကောင်းဆုံးဖြစ်သည်။
အများအားဖြင့် ထုပ်ထားသော အထူ။ ၀.၀၁၀”–၀.၀၆၀” (၀.၂၅မီမီ–၁.၅မီမီ) (အထူနည်းသော အခြေခံများကို အထိုးနှိပ်နည်းနည်းသော အတွက် အသုံးပြုပါသည်။ အထူများသော အခြေခံများကို နက်ရှိုင်းသော ၃ဒီ အင်္ဂါရပ်များအတွက် အသုံးပြုပါသည်။)
၂။ ပလပ်စတစ် အခြေခံများ
- ABS/PVC: မာကြောပါသည်။ သို့သော်လည်း ပုံစံပေးရန် လွယ်ကူပါသည်။ ထိန်းချုပ်ပေါင်းတွဲမှု အဖွဲ့အစည်းများအတွက် ဆိုင်းဘုတ်များနှင့် လျှပ်စစ်ပစ္စည်းများအတွက် နာမည်ပေးခြင်း ပိုင်းများတွင် အသုံးပြုနိုင်ပါသည်။
- ပေါလီကာဗွနိတ် (PC): ထိခိုက်မှုကို ခံနိုင်ရည်ရှိပါသည်။ UV အမှုန်အမှုန်များကို တည်ငြိမ်စေပါသည်။ အပြင်ဘက်တွင် အသုံးပြုရန် ပလပ်စတစ် နာမည်ပေးခြင်း ပိုင်းများအတွက် အကောင်းဆုံးဖြစ်ပါသည်။
- ပေါလီအီစတာ (PET): ပါးလွှာပါသည်။ ပုံစံပေးရန် လွယ်ကူပါသည်။ အပူကို ခံနိုင်ရည်ရှိပါသည်။ ကိုယ်ပိုင်ကပ်စေသည့် ပုံစံပေးထားသည့် ဆိုင်းဘုတ်များနှင့် အပေါ်ယံဖ покရ်များအတွက် အသုံးပြုပါသည်။
အများအားဖြင့် ထူမှု - ၀.၀၀၅” မှ ၀.၀၃၀” (၀.၁၂၅မီမီ မှ ၀.၇၅မီမီ)။
၃။ စက္ကူ/ပေါင်းစပ်ထုတ်လုပ်ထားသည့် အခြေခံပစ္စည်းများ
- ကတ်စတောက်/အနုပညာစက္ကူ: ထုပ်ပိုးမှုဆိုင်းဘုတ်များ၊ လက်ဆောင်ကတ်များနှင့် ကြော်ငြာဆိုင်ရာ ပစ္စည်းများအတွက် (မျက်စိမှုန်မှုန်သည့် သို့မဟုတ် ရှေးရှေးရှေးသည့် ပုံစံပေးခြင်း)။
- အရေပြား/PU အရေပြား။ စွမ်းအားမြင့်ပစ္စည်းများ၊ ခရီးသွားအိတ်များနှင့် ကားအတွင်းပိုင်းအလှဆင်များ (အလှဆင်ရန် အထုပ်လုပ်ခြင်း) အတွက်။
အထုပ်လုပ်ခြင်း၏ အဓိက အကျေးဇူးများ။
- ထိတွေ့မှုနှင့် မြင်သာမှု အဆင့်မြင့်မှု။ ၃ မျက်နှာပါ မြင့်မှု/နက်မှု အင်္ဂါရပ်များဖြင့် ထူးခြားသော ထိတွေ့မှု အသွင်အပြင်နှင့် မြင်သာမှု နက်နှံ့မှုကို ဖန်တီးပေးပါသည်။ ပုံနှိပ်ခြင်း/အမှတ်အသားခြင်း များထက် အဆင့်မြင့်မှု ပိုများပြီး အမ်းဘရန်းတန်ဖိုးကို မြင့်တင်ပေးပါသည်။
- အမြဲတမ်းဖြစ်ခြင်းနှင့် ခံနိုင်ရည်ရှိခြင်း။ အထုပ်လုပ်ထားသော အင်္ဂါရပ်များကို မျက်နှာပုံပေါ်က အလွ покрытие မဟုတ်ဘဲ ပစ္စည်း၏ အခြေခံအစိတ်အပိုင်းကို ပုံသေးခြင်းဖြင့် ဖန်တီးထားခြင်းဖြစ်ပါသည်။ ထို့ကြောင့် ပုံပေါ်မှု၊ ခြစ်ရှားမှု၊ ရောင်စုံမှု ပျောက်ကွယ်မှုနှင့် ဓာတုဆိုးရွမ်းမှုများကို ခံနိုင်ရည်ရှိပါသည်။ အချိန်ကြာလျှင် အက်ကွဲခြင်း သို့မဟုတ် အမြှုပ်ပေါက်ခြင်း မရှိပါ။
- မှုန်းမှုန်းမှု မလိုအပ်ခြင်း (မှုန်းမှုန်းမှု အများအားဖြင့် အရေပြားပေါ်တွင် အမှတ်အသားမပါဘဲ လုပ်ခြင်း)။ မှုန်းမှုန်းမှု အများအားဖြင့် ပစ္စည်း၏ သဘောသဘောအလှပ်အလှမ်းကို အသုံးပြု၍ ကွာခြားမှုကို ဖန်တီးပေးပါသည်။ ထို့ကြောင့် မှုန်းမှုန်းမှု ပျောက်ကွယ်သွားနိုင်သည့် သို့မဟုတ် အမြှုပ်ပေါက်သွားနိုင်သည့် အခြေအနေများ (အပြင်ဘက်၊ စက်မှုလုပ်ငန်းများ၊ အသုံးများသော နေရာများ) တွင် အသုံးပြုရန် အကောင်းဆုံးဖြစ်ပါသည်။
- ထုတ်လုပ်မှု အဆင့်မြင့်မားခြင်း။ တစ်ကြိမ်သာ ဖိအားပေးရန် လိုအပ်ပါသည်။ နောက်ဆုံးအဆင်သွင်းခြင်း သို့မဟုတ် ဖွံ့ဖြိုးရေးလုပ်ငန်းများ မလိုအပ်ပါ။ ထို့ကြောင့် အရေအတွက်များပြားသော ထုတ်လုပ်မှု (၁၀,၀၀၀ အထက်) အတွက် အသုံးပြုနိုင်ပါသည်။ အရည်အသွေး တူညီမှုကို အာမခံပါသည်။
- အမျိုးမျိုးအသုံးပြုနိုင်မှု: အထူးပြုထားသော အကျိုးသက်ရောက်မှုများအတွက် ပူပေါင်းခြင်း၊ ပုံနှိပ်ခြင်း သို့မဟုတ် အလွ покရီးမ်ဖော်စပ်ခြင်းတို့နှင့် ပေါင်းစပ်အသုံးပြုနိုင်ပါသည်။ သေးငယ်သော စာလုံးများနှင့် ကြီးမားသော ရှုပ်ထွေးသော ပုံစံများကိုပါ ထောက်ပံ့ပေးနိုင်ပါသည်။
- အများအားဖြင့် ထုတ်လုပ်မှုအရေအတွက်များလေလေ စုစုပေါင်းစုတ်ကုန်စရိတ်သည် သက်သာလေလေဖြစ်ပါသည်။ သံသယဖော်မှုများကို ပြုလုပ်ပြီးနောက် အလုပ်အကျေးဇူးများအတွက် အလုပ်တစ်ခုစီ၏ ထုတ်လုပ်မှုစရိတ်သည် အလွန်နိမ့်ပါသည်။
ကန့်သတ်ချက်များနှင့် ဒီဇိုင်းဆွဲရာတွင် ထည့်သွင်းစဉ်းစားရမည့် အချက်များ
- သံသယဖော်မှုစရိတ် - အထူးပြုထားသော အမျိုးသား/အမျိုးသမီး သံသယဖော်မှုများကို ပြုလုပ်ရန် အစေးအကောက်စရိတ်ရှိပါသည်။ အသေးစား ထုတ်လုပ်မှုများ (၅၀၀ ခုထက်နည်းသော အရေအတွက်) အတွက် စုစုပေါင်းစရိတ်သည် အကောင်းဆုံးမဟုတ်ပါသည်။
- အင်္ဂါရပ်များ ကန့်သတ်ချက်များ - အလွန်သေးငယ်သော စာလုံးများ (၈ ပေါင်းထက်နည်းသော စာလုံးများ) သို့မဟုတ် အလွန်သေးငယ်သော ပုံစံများသည် နက်ရှိုင်းသော အကွက်ဖော်မှုတွင် အသေးစိတ်အချက်အလက်များ ပျောက်ဆုံးသွားနိုင်ပါသည်။ အလွန်သေးငယ်သော အင်္ဂါရပ်များအတွက် လေဆာ အကွက်ဖော်မှုသည် ပိုမိုကောင်းမွန်ပါသည်။
- ပစ္စည်းအများအားဖြင့် ကန့်သတ်ချက်များ - မာကြောပြီး ကြီးမားသော ပစ္စည်းများ (ဥပမါ- အထူကြီးသော ပူပေါင်းထားသော အ glass, မှုန်းထားသော ကေရာမစ်) များကို အကွက်ဖော်မှုများဖော်ပေးနိုင်ပါသည်။ အကွက်ဖော်မှုအတွက် ပျော့ပေါ့သော နှင့် ပုံစေးနိုင်သော ပစ္စည်းများကိုသာ လိုအပ်ပါသည်။
- ဖိအားထိန်းချုပ်မှု: အလွန်အကျူးအလွန်သောဖိအားသည် အခြေခံပစ္စည်းပေါ်တွင် ကွဲအက်မှု၊ ပုတ်သိမ်းမှု သို့မဟုတ် ပုံပျက်မှုများကို ဖြစ်ပေါ်စေနိုင်ပါသည်။ ဖိအားမလ sufficiently ရှိပါက အနက်နည်းပါးပြီး မရှင်းလင်းသော အကွက်ထုပ်ထားသော အများအားဖြင့် မှုန်ဝါးသော အကွက်များ ဖြစ်ပေါ်လာပါမည်။
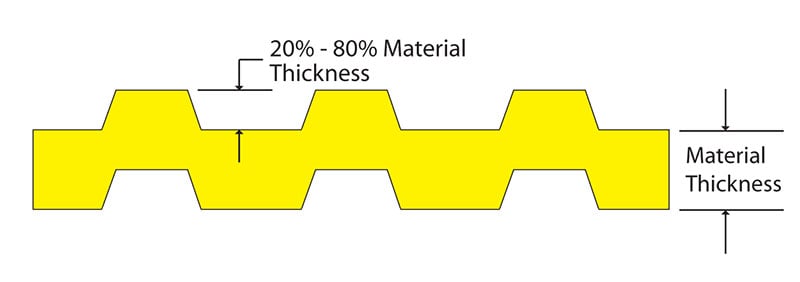
ဒီဇိုင်းလမ်းညွှန်ချက်- အကွက်ထုပ်ထားသော အစိတ်အပိုင်း၏ အမြင့်သည် အခြေခံပစ္စည်း၏ အထူ၏ ၁၀–၃၀% ဖြစ်သင့်ပါသည် (ဥပမါ- အထူ ၀.၀၂၀” ရှိသော အလူမီနီယမ်အတွက် ၀.၀၀၂”–၀.၀၀၆” အမြင့်)။
ရိုးရိုးအပလီကေးရှင်းများ
- စက်မှုလုပ်ငန်း အမှတ်အသားပေးခြင်း - စက်ပစ္စည်းများအတွက် သေးငယ်သော သေးသေးမှတ်ပုံတင်ပွားများ၊ ပစ္စည်းများအတွက် အမှတ်အသားများ၊ စွမ်းအားစုစုပေါင်းမှတ်ပုံတင်ပွားများ၊ လျှပ်စစ်ပေါ်လ်များအတွက် အမှတ်အသားများ (အလူမီနီယမ်/စတိန်လက်သ်စတီလ် အကွက်ထုပ်ထားခြင်း)။
- အမှတ်တံဆိပ်နှင့် ထုတ်ကုန်အမှတ်တံဆိပ်မှတ်ပုံတင်မှု- အဆင့်မြင့်ထုတ်ကုန်များအတွက် သေးငယ်သော အမှတ်အသားများ (လျှပ်စစ်ပစ္စည်းများ၊ အဆင့်မြင့်ပစ္စည်းများ)၊ ထုပ်ပိုးမှုအမှတ်အသားများ၊ လက်ဆောင်အုပ်စုများ (ရှေးဟောင်းအကွက်ထုပ်ထားခြင်း + ပူပေါ်သော အမှတ်အသားထုပ်ထားခြင်း)။
- ကားနှင့် အာကာသယာဉ်လုပ်ငန်း အတွင်းပိုင်းအလှဆင်မှုအကွက်ထုပ်ထားခြင်း၊ အစိတ်အပိုင်းများအတွက် အမှတ်အသားပွားများ၊ ဒက်ရှ်ဘုတ်အမှတ်အသားများ။
- အလှဆင်ရေးနှင့် ကြော်ငြာရေး- အမှတ်အသားပွားများ၊ ဆုများ၊ လက်ဆောင်အမှတ်အသားများ၊ အရေပ်ပစ္စည်းများ၊ ကြော်ငြာရေးပစ္စည်းများ (မှုန်ဝါးသော/ရှေးဟောင်းအကွက်ထုပ်ထားခြင်း)။
- ကပ်စွဲအမှတ်အသားများ- စက်မှုကုန်ပစ္စည်းများ၊ အင်္ကျီများနှင့် လျှပ်စစ်ပစ္စည်းများပေါ်တွင် လွယ်ကူစွာတပ်ဆင်နိုင်ရန် ကိုယ်တိုင်ကပ်နိုင်သော အနှိပ်ထားသော သံမဏိ/ပလပ်စတစ် လေဘယ်များ။

