برجستهکاری چیست؟
فشاردهی یک فرآیند شکلدهی سرد که با استفاده از جفت قالبهای مکمل (قالب بالایی مرد و قالب پایینی زن) الگوهای سهبعدی برجسته یا فرورفته، متنها، لوگوها یا بافتها را روی سطح زیرلایه ایجاد میکند— بدون حذف یا افزودن ماده . برخلاف حکاکی (فرآیند کمکننده) یا چاپ (فرآیند افزودنی)، برجستهکاری با فشار مکانیکی زیرلایه را دوباره شکلدهی میکند و ویژگیهای سهبعدی لامسهای و بادوامی ایجاد مینماید که بهطور یکپارچه با خود ماده همراه هستند. این فرآیند بهطور گستردهای در زیرلایههای فلزی، پلاستیکی، کاغذی و ترکیبی برای کاربردهای برندسازی، شناسایی و تزئینی بهکار میرود و بهدلیل احساس لامسهای لوکس و عملکرد طولانیمدت آن، ارزشمند محسوب میشود.
اصطلاحات کلیدی در برجستهکاری
- برآمدگی (امبوسینگ): ویژگیهای سهبعدی برجستهشده روی سطح زیرلایه (شایعترین نوع).
- فرورفتهکاری: ویژگیهای سهبعدی فرورفته (معکوس برجستهکاری، که همچنین فشردهسازی اینتاگلیو نیز نامیده میشود).
- برجستهسازی کور: برجستهسازی/فرورفتگی بدون جوهر یا فویل—که بر پایه بافت زیرلایه و انعکاس نور برای ایجاد تضاد استوار است.
- برجستهسازی فویلی (پرینت حرارتی + برجستهسازی): ترکیبی از برجستهسازی و پرینت حرارتی فویل، که در آن فویل فلزی یا رنگی روی سطح برجستهشده منتقل میشود تا تضاد بصری بهبود یابد.
- برجستهسازی ثبتشده: تطابق دقیق ویژگیهای برجستهشده با گرافیک چاپشده، متن یا لبههای برشخورده (برای پلاکها و برچسبهای برند بسیار حیاتی است).
- قالبهای مرد و زن: قالبهای فلزی هماهنگ (معمولاً از فولاد یا برنج ساخته میشوند) که در آن قالب مرد دارای بخشهای برجسته و قالب زن دارای فرورفتگیهای متناظر است.
فرآیند اصلی برجستهسازی (مرحلهبهمرحله)
فرآیند برجستهسازی کاملاً مکانیکی است و نیازی به مواد شیمیایی یا گرما ندارد (مگر اینکه با پرینت حرارتی ترکیب شود)؛ و در یک چرخه واحد پرس انجام میشود تا بازدهی بالایی داشته باشد.
۱. طراحی و ساخت قالب
- تبدیل طرحهای هنری (متن، لوگوها، الگوها) به فایلهای سهبعدی برداری، طراحی هندسه قالبهای مذکر و مؤنث (از جمله ارتفاع ویژگیها، زاویه و شعاع).
- ساخت قالبها از فولاد سختشده (برای تولید انبوه) یا برنج (برای تولید کوتاهمدت یا نمونهسازی) با استفاده از ماشینکاری CNC، برش لیزری یا EDM (ماشینکاری تخلیه الکتریکی).
-
صیقلدهی سطوح قالب بهمنظور اطمینان از ویژگیهای برجستهکاری شدهای صاف و بدون لبههای تیز روی زیرلایه.
۲. آمادهسازی زیرلایه
- برش زیرلایه (ورق فلزی، فیلم پلاستیکی، کارت کاغذی) به ابعاد و اشکال مورد نیاز؛ اطمینان از تختبودن آن (بدون تاب خوردن) برای اعمال فشار یکنواخت.
- برای زیرلایههای ظریف (آلومینیوم نازک، پلاستیک نرم)، اعمال مقدار جزئی عامل رهاکننده یا گرمکردن پیشین (دمای پایین، کمتر از ۱۰۰ درجه سانتیگراد) جهت جلوگیری از ترکخوردن یا پارگی.
۳. نصب و تنظیم قالب
- نصب قالب مذکر روی صفحه بالایی (platen) و قالب مؤنث روی صفحه پایینی (platen) دستگاه برجستهکاری (هیدرولیکی، مکانیکی یا پنوماتیکی).
- قالبهای قالب را دقیقاً همتراز کنید تا اجزای مرد بهطور کامل و بدون هیچگونه ناهماهنگی یا جابجاییای در حفرههای ماده قرار گیرند.
۴. فرессینگ برجستهکاری
- زیرلایهٔ آمادهشده را بین قالبهای جفتشده عبور دهید.
- فشار مکانیکی کنترلشدهای (۵ تا ۵۰ تن، بسته به جنس زیرلایه، ضخامت آن و عمق برجستهکاری) بر روی قالبها اعمال کنید.
- زیرلایه تحت فشار تغییر شکل یافته و خود را با هندسهٔ قالب تطبیق میدهد و ویژگیهای سهبعدی دائمی برجسته یا فرو رفته را ایجاد میکند.
- در برجستهکاری فویلدار: یک پیچهٔ فویل نشانزنی گرم را در دستگاه فررس یکپارچه کنید؛ فویل گرم میشود و هنگام اعمال فشار به سطح برجستهکاریشده منتقل میگردد.
۵. پایانکاری و پردازش پساز تولید
- زیرلایهٔ برجستهکاریشده را از دستگاه فررس خارج کنید و مواد اضافی را برش بزنید یا آن را با قالب برش (برای اشکال گرد، مستطیلی یا نامنظم) به شکل دلخواه درآورید.
- برای زیرلایههای فلزی: در صورت لزوم، عملیات اضافی مانند برداشتن لبههای تیز (دبُرینگ)، صیقلدهی یا پوششدهی (لاک شفاف یا پوشش محافظ در برابر اشعهٔ فرابنفش) برای افزایش دوام انجام شود.
-
برای برچسبهای چسبناک: چسب حساس به فشار (PSA) را روی سطح پشتی برچسب اعمال کرده و یک لایهٔ محافظ برای نصب آسان اضافه نمایید.
زیرلایههای رایج برای برجستهکاری
۱. زیرلایههای فلزی (پرکاربردترین نوع برای پلاکهای صنعتی)
- آلومینیوم: نرم، قابل تغییر شکل و مقرونبهصرفه — ایدهآل برای برجستهکاری؛ آلومینیوم آنودایزشده مقاومت در برابر خوردگی و گزینههای رنگی اضافی ارائه میدهد.
- مس/برنج: پوشش فلزی با کیفیت بالا، جزئیات برجستهکاری عالی، مناسب برای پلاکهای باکیفیت و تابلوهای تزئینی.
- فولاد زنگنزن (304/316): سختتر، نیازمند فشار بالاتر؛ برای پلاکهای صنعتی سنگینکار با دوام بسیار بالا به کار میرود.
- آلیاژ روی: قابل ریختهگری، ایدهآل برای برجستهکاری عمیق و الگوهای سهبعدی پیچیده.
ضخامت معمول: ۰٫۰۱۰ اینچ تا ۰٫۰۶۰ اینچ (۰٫۲۵ میلیمتر تا ۱٫۵ میلیمتر) (زیرلایههای نازکتر برای برجستهکاری سطحی و زیرلایههای ضخیمتر برای ویژگیهای سهبعدی عمیق).
۲. زیرلایههای پلاستیکی
- ABS/پیویسی: سفت اما انعطافپذیر، به راحتی قابل برآمدگیزنی — مناسب برای برچسبهای پنل کنترل و صفحهنامههای دستگاههای الکترونیکی.
- پلیکربنات (PC): مقاوم در برابر ضربه و پایدار در برابر اشعه فرابنفش — ایدهآل برای صفحهنامههای پلاستیکی بیرونی.
- پلیاستر (PET): نازک، انعطافپذیر و مقاوم در برابر حرارت — برای برچسبهای برآمدگیدار خودچسب و رویهها استفاده میشود.
ضخامت معمولی: ۰٫۰۰۵ اینچ تا ۰٫۰۳۰ اینچ (۰٫۱۲۵ میلیمتر تا ۰٫۷۵ میلیمتر).
۳. زیرلایههای کاغذی/ترکیبی
- کارتنپوش/کاغذ هنری: برای برچسبهای بستهبندی، برچسبهای هدیه و مواد تبلیغاتی (برآمدگیزنی کور یا با فویل).
- چرم/چرم مصنوعی (PU): برای کالاهای لوکس، وسایل سفر و تزئینات داخلی خودرو (برجستهکاری تزئینی).
مزایای کلیدی برجستهکاری
- احساس و ظاهر برتر لامسهای و بصری: ویژگیهای برجسته یا فرورفته سهبعدی، احساس لامسهای منحصربهفرد و عمق بصری ایجاد میکنند — بسیار برتر از چاپ یا حکاکی تخت، و ارزش برند را افزایش میدهند.
- دائمی و بادوام: ویژگیهای برجستهشده با تغییر شکل زیرلایه ایجاد میشوند، نه با پوشش سطحی؛ بنابراین در برابر سایش، خراش، رنگپریدگی و خوردگی شیمیایی مقاوم هستند و با گذشت زمان ترک نخورده یا جدا نمیشوند.
- بدون نیاز به جوهر (برجستهکاری کور): برجستهکاری کور از بافت طبیعی زیرلایه برای ایجاد تضاد استفاده میکند و بنابراین برای محیطهایی که در آنها جوهر ممکن است رنگپریده یا جدا شود (محیطهای بیرونی، صنعتی یا با سایش بالا) ایدهآل است.
- راندمان تولید بالا: تنها یک چرخه فشاردهی، بدون نیاز به پخت یا توسعه پساز فشاردهی — مناسب برای تولید انبوه با حجم بالا (بیش از ۱۰٬۰۰۰ واحد) با کیفیتی یکنواخت.
- چندکاره بودن: ترکیب با فرآیندهای نگارش حرارتی، چاپ یا پوششدهی برای ایجاد اثرات سفارشی؛ امکان ایجاد متنهای ریز و کوچک و همچنین الگوهای بزرگ و پیچیده را فراهم میکند.
- مقرونبهصرفه برای تولید حجم بالا: پس از ساخت قالبها، هزینه تولید هر واحد در تیراژهای بزرگ بسیار پایین است.
محدودیتها و ملاحظات طراحی
- هزینه قالب: قالبهای مرد و زن سفارشی دارای هزینه اولیه ساخت هستند— از نظر اقتصادی برای تیراژهای کوچک (کمتر از ۵۰۰ عدد) مقرونبهصرفه نیستند.
- محدودیتهای ویژگیها: متنهای ریز (کوچکتر از ۸ نقطه) یا الگوهای میکرو ممکن است در فرآیند برجستهکاری عمیق جزئیات خود را از دست بدهند؛ برای ویژگیهای فوقالعاده ریز، حکاکی لیزری گزینه بهتری است.
- محدودیتهای زیرلایه: زیرلایههای سخت و شکننده (مانند شیشه سختشده ضخیم یا سرامیکهای سفت) قابلیت برجستهکاری ندارند؛ مواد نرم و قابل تغییر شکل مورد نیاز هستند.
- کنترل فشار: فشار بیش از حد ممکن است باعث ترک خوردن، پارگی یا تاب خوردن زیرلایه شود؛ در حالی که فشار ناکافی منجر به ایجاد طرحهای برجستهشدهای با عمق کم و محو میشود.
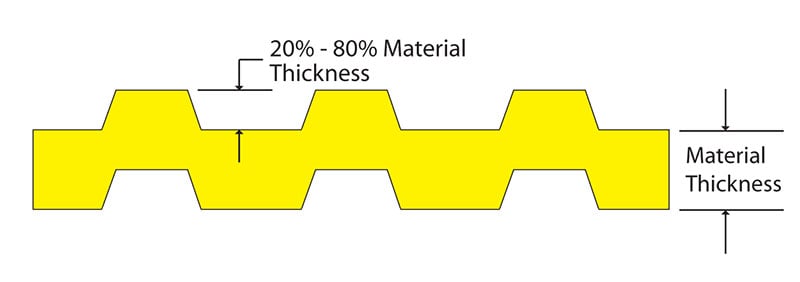
راهنمای طراحی: ارتفاع طرح برجستهشده باید ۱۰ تا ۳۰ درصد ضخامت زیرلایه باشد (برای مثال، ارتفاع ۰٫۰۰۲ اینچ تا ۰٫۰۰۶ اینچ برای زیرلایهای از جنس آلومینیوم با ضخامت ۰٫۰۲۰ اینچ).
کاربردهای معمول
- شناسایی صنعتی: پلاکهای فلزی برای تجهیزات، برچسبهای شناسایی داراییها، پلاکهای مشخصات فنی و برچسبهای پنلهای برق (برجستهسازی روی آلومینیوم/استیل ضدزنگ).
- برند و برندسازی محصول: پلاکهای نام محصولات لوکس (الکترونیکی و کالاهای لوکس)، برچسبهای بستهبندی، جعبههای هدیه (برجستهسازی فویلی + نشانگذاری گرم).
- خودرو و هوافضا: برجستهسازی تزئینات داخلی، پلاکهای شناسایی قطعات و برچسبهای صفحهنمایش سرنشین.
- تزئینی و تبلیغاتی: صفحههای یادبود، جوایز، برچسبهای هدیه، کالاهای چرمی و کالاهای تبلیغاتی (برجستهسازی بدون رنگ/فویلی).
- برچسبهای چسبی: برچسبهای فلزی/پلاستیکی برجسته با قابلیت چسبندگی خودکار برای نصب آسان روی ماشینآلات، مебلها و دستگاههای الکترونیکی.

