エンボス加工とは?
凸刻 は 冷間成形工程 対になった雄型(上型)および雌型(下型)を用いて、基材表面に浮き上がった(エンボス)または凹んだ(デボス)三次元パターン、文字、ロゴ、またはテクスチャーを作り出す工程であり、 材料を除去したり追加したりすることなく行う。 彫刻(除去加工)や印刷(付加加工)とは異なり、エンボス加工は機械的圧力を用いて基材そのものを再成形し、触覚的に認識できる耐久性のある三次元形状を形成する。この形状は基材と一体となっており、金属、プラスチック、紙、複合材料などの多様な基材に広く適用され、ブランド表現、識別用途、装飾用途において高い評価を得ている。その高級感のある触感と長期間にわたる優れた性能が特徴である。
エンボス加工における主要用語
- エンボス加工: 基材表面に浮き上がった三次元形状(最も一般的なタイプ)。
- デボス: 基材表面に凹んだ三次元形状(エンボス加工の逆で、インタリオプレスとも呼ばれる)。
- ブラインドエンボス加工: インクやホイルを使用しないエンボス/デボス加工——コントラストは基材の質感と光の反射に依存します。
- ホイルエンボス(ホットスタンプ+エンボス): エンボス加工とホットフォイルスタンプ加工を組み合わせたもので、金属系/着色系のホイルを凸部表面に転写し、視覚的なコントラストを高めます。
- レジスターエンボス: エンボス加工された部位と印刷グラフィック、文字、またはカットエッジを精密に位置合わせする手法(ブランド名プレートやラベルにおいて極めて重要)。
- マレーダイ/フェマーレダイ: 対になる金属型(通常は鋼または真鍮製)で、マレーダイには凸部が、フェマーレダイには対応する凹部が設けられています。
コアエンボス加工プロセス(ステップ・バイ・ステップ)
エンボス加工は完全に機械式であり、化学薬品や熱を必要としません(ホットスタンプと併用する場合を除く)。高効率を実現するため、1回のプレスサイクルで完了します。
1. ダイの設計および製作
- アートワーク(テキスト、ロゴ、パターン)を3Dベクターファイルに変換し、雄型/雌型のダイジオメトリ(特徴部の高さ、角度、半径を含む)を設計します。
- 大量生産向けには硬化鋼、短納期/試作向けには真鍮を用いて、CNC機械加工、レーザー切断、または放電加工(EDM:Electrical Discharge Machining)によりダイを製造します。
-
基材上に滑らかでバリのないエンボス加工面を実現するために、ダイ表面を研磨します。
2. 基材の準備
- 基材(金属板、プラスチックフィルム、紙カードなど)を所定のサイズおよび形状に切断し、均一な圧力を確保するために平坦性(反りのない状態)を保ちます。
- 薄肉アルミニウムや柔軟性の高いプラスチックなどの脆弱な基材に対しては、軽微な離型剤を塗布するか、あるいは低温(100°C未満)で予熱することで、亀裂や破断を防止します。
3. ダイの取付けおよび位置合わせ
- 雄型ダイをエンボスプレス(油圧式、機械式、または空気圧式)の上プレートに、雌型ダイを下プレートに取り付けます。
- ダイスを正確に位置合わせし、雄型部品が雌型凹部に完全に適合するようにします(ずれやオフセットがないこと)。
4.エンボス圧着
- 準備済みの基材を対になったダイス間に供給します。
- 基材の材質、厚さ、およびエンボス深さに応じて、5~50トンの制御された機械的圧力をダイスに加えます。
- 基材は圧力により変形し、ダイスの形状に沿って塑性変形して、永久的な凸/凹の3次元形状を形成します。
- ホイルエンボスの場合:プレスにホットスタンプ箔ロールを統合します。圧着時に箔が加熱され、エンボス加工面へ転写されます。
5.仕上げおよび後工程処理
- エンボス加工済みの基材をプレスから取り外し、余剰材料を除去するか、または丸形、矩形、不規則形状などにダイカットします。
- 金属基材の場合:耐久性向上のため、任意でバリ取り、研磨、またはクリアラッカー・UV保護コーティングなどの表面処理を行います。
-
粘着ラベルの場合:裏面に圧敏接着剤(PSA)と保護ライナーを貼付し、容易な設置を可能にします。
エンボス加工に一般的に使用される基材
1. 金属基材(産業用ネームプレートで最も広く使用)
- アルミニウム: 柔らかく、延性に富み、コスト効率が良い——エンボス加工に最適;アルマイト処理されたアルミニウムは耐腐食性とカラーオプションを付与します。
- 真鍮/銅: 高級感のある金属仕上げ、優れたエンボス細部再現性を実現し、高級ネームプレートおよび装飾用プレートに適しています。
- ステンレス鋼(304/316): 硬度が高く、より高い圧力が必要;耐久性に優れた重機向け産業用ネームプレートに使用されます。
- 亜鉛合金: 鋳造可能で、深さのあるエンボス加工および複雑な3Dパターンに最適です。
一般的な膜厚: 0.010”–0.060”(0.25mm–1.5mm)(浅いエンボスには薄めの基材、深い3D形状には厚めの基材を使用)。
2. プラスチック基材
- ABS/PVC: 剛性がありながらも柔軟性に優れ、エンボス加工が容易——制御パネルのラベルや電子機器の名板に適しています。
- ポリカーボネート(PC): 耐衝撃性・紫外線安定化処理済み——屋外用プラスチック製名板に最適です。
- ポリエステル(PET): 薄く柔軟で耐熱性に優れた素材——自己粘着式エンボスラベルおよびオーバーレイに使用されます。
一般的な厚さ:0.005”–0.030”(0.125mm–0.75mm)。
3. 紙/複合基材
- 厚紙/アート紙: 包装用ラベル、ギフトタグ、プロモーション用印刷物(ノンフォイルまたはホイル押しエンボス加工対応)。
- レザー/PUレザー: 高級品、スーツケース、自動車内装部品(装飾用エンボス加工)。
エンボス加工の主なメリット
- 触覚・視覚的な高級感: 3Dの凸凹加工により、独自の触感と視覚的な奥行きが実現——平面印刷/彫刻とは比べものにならないほど高級感が増し、ブランド価値を高めます。
- 永続性・耐久性: エンボス加工は表面コーティングではなく基材の塑性変形によって形成されるため、摩耗、傷、退色、化学腐食に強く、長期間にわたって剥離や欠けが発生しません。
- インク不要(ブラインドエンボス): ブラインドエンボスは基材本来の質感を活かしたコントラスト表現であり、屋外・産業用・高摩耗環境など、インクが退色・剥離しやすい条件下でも最適です。
- 高い生産効率: 1回のプレス工程で完了、後処理(紫外線硬化/現像)不要——大量生産(10,000点以上)にも対応可能で、品質の一貫性も確保されます。
- 汎用性: ホットスタンプ加工、印刷、コーティングと組み合わせることでカスタマイズされた効果を実現可能。細かい小文字から大規模な複雑なパターンまで対応します。
- 大量生産向けのコスト効率: 金型製作後は、大量ロットにおける単品製造コストが極めて低くなります。
制限事項および設計上の考慮点
- ダイスコスト: カスタムの雄型/雌型ダイスには、初期の加工費用が発生します。少量ロット(500個未満)ではコスト効率が低くなります。
- 機能の制限: 細かい文字(8ポイント未満)やマイクロパターンは、深押し加工においてディテールが失われる場合があります。超微細な特徴を再現するには、レーザー彫刻がより適しています。
- 基材の制限: 硬質でもろい基材(例:厚手の強化ガラス、硬質セラミックなど)は押し出し加工(エンボス加工)できません。押し出し加工には、柔らかく延性のある材料が必要です。
- 圧力制御: 過度な圧力により基材が亀裂を生じたり、破断・変形したりする可能性があります。一方、圧力が不足すると、押し出し部分が浅く、ぼやけた外観になります。
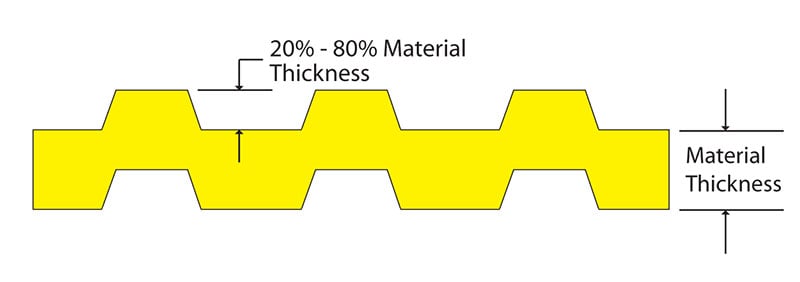
設計ガイドライン:押し出し部の高さは、基材の厚さの10~30%程度とすること(例:厚さ0.020インチのアルミニウムの場合、押し出し高さは0.002~0.006インチ)。
典型的な用途
- 産業用識別: 機器用金属銘板、資産タグ、定格プレート、電気パネルラベル(アルミニウム/ステンレス鋼のエンボス加工)。
- ブランドおよび製品ブランディング: 高級製品用銘板(電子機器、高級品)、包装ラベル、ギフトボックス(ホイルエンボス加工+ホットスタンプ加工)。
- 自動車および航空宇宙: インテリアトリムのエンボス加工、部品識別プレート、ダッシュボードラベル。
- 装飾・プロモーション用: 表彰プレート、トロフィー、ギフトタグ、レザーグッズ、プロモーション用販促品(ノンフォイル/ホイルエンボス加工)。
- 粘着式ラベル: 機械類、家具、電子機器への簡単な取り付けを実現するための、自己粘着式エンボス加工金属/プラスチックラベル。

