Qu’est-ce que le gaufrage ?
Embosserie est un procédé de formage à froid qui crée des motifs, des textes, des logos ou des textures en relief (gaufrés) ou en creux (contre-gaufrés) tridimensionnels sur la surface d’un support à l’aide d’une paire de matrices complémentaires — mâle (supérieure) et femelle (inférieure) — sans retirer ni ajouter de matière . Contrairement à la gravure (procédé soustractif) ou à l’impression (procédé additif), le gaufrage redéfinit la forme du support par pression mécanique, créant ainsi des éléments tridimensionnels tactiles et durables qui s’intègrent pleinement au matériau lui-même. Ce procédé est largement utilisé sur des supports métalliques, plastiques, en papier ou composites, notamment dans les domaines de la marque, de l’identification et de la décoration ; il est apprécié pour son toucher haut de gamme et sa longévité.
Termes clés en gaufrage
- Embosserie : Éléments tridimensionnels en relief sur la surface du support (type le plus courant).
- Débossage : Éléments tridimensionnels en creux (inverse du gaufrage, également appelé pressage en taille-douce).
- Gaufrage aveugle : Gravure en relief ou en creux sans encre ni feuille métallique — repose sur la texture du support et la réflexion de la lumière pour créer un contraste.
- Gravure en relief avec feuille métallique (estampage à chaud + gravure en relief) : Associe la gravure en relief à l’estampage à chaud, où une feuille métallique ou colorée est transférée sur la surface en relief afin d’améliorer le contraste visuel.
- Gravure en relief enregistrée : Alignement précis des éléments en relief avec les graphismes imprimés, le texte ou les bords découpés (essentiel pour les plaques signalétiques et étiquettes de marque).
- Matrices mâle/femelle : Jeux de matrices métalliques appariées (généralement en acier ou en laiton), la matrice mâle comportant des éléments saillants et la matrice femelle des creux correspondants.
Procédure de base de la gravure en relief (étape par étape)
Le procédé de gravure en relief est entièrement mécanique et ne nécessite ni produits chimiques ni chaleur (sauf lorsqu’il est combiné à l’estampage à chaud) ; il s’achève en un seul cycle de presse, ce qui garantit une haute efficacité.
1. Conception et fabrication des matrices
- Convertir les éléments graphiques (texte, logos, motifs) en fichiers vectoriels 3D et concevoir la géométrie des matrices mâle et femelle (y compris la hauteur des motifs, l’angle et le rayon).
- Usiner les matrices en acier trempé (pour une production à grande échelle) ou en laiton (pour des petites séries ou des prototypes) par usinage CNC, découpe laser ou EDM (usinage à décharge électrique).
-
Polir les surfaces des matrices afin d’assurer des motifs gaufrés lisses et sans bavures sur le substrat.
2. Préparation du substrat
- Découper le substrat (tôle métallique, film plastique, carton) aux dimensions et à la forme requises ; garantir sa planéité (absence de gauchissement) pour une répartition uniforme de la pression.
- Pour les substrats délicats (aluminium fin, plastique souple), appliquer un agent démoulant léger ou préchauffer (à basse température, < 100 °C) afin d’éviter les fissures ou les déchirures.
3. Montage et alignement des matrices
- Monter la matrice mâle sur la platine supérieure et la matrice femelle sur la platine inférieure d’une presse à gaufrer (hydraulique, mécanique ou pneumatique).
- Aligner précisément les matrices afin que les éléments mâles s’insèrent parfaitement dans les logements femelles (aucun désalignement ni décalage).
4. Estampage en relief
- Introduire le substrat préparé entre les matrices appariées.
- Appliquer une pression mécanique contrôlée (5 à 50 tonnes, selon le matériau du substrat, son épaisseur et la profondeur de l’estampage) sur les matrices.
- Le substrat se déforme sous l’effet de la pression et épouse la géométrie des matrices, formant ainsi des motifs 3D permanents en relief ou en creux.
- Pour l’estampage avec feuille métallisée : intégrer une bobine de feuille à chaud dans la presse ; la feuille est chauffée et transférée sur la surface estampée lors de l’application de la pression.
5. Finition et post-traitement
- Retirer le substrat estampé de la presse ; découper l’excédent de matière ou réaliser un découpage à la forme souhaitée (ronde, rectangulaire, irrégulière).
- Pour les substrats métalliques : ébavurage, polissage ou revêtement optionnels (laque transparente, agent de protection UV) afin d’améliorer la durabilité.
-
Pour les étiquettes adhésives : appliquer un adhésif sensible à la pression (PSA) et une doublure protectrice au dos pour faciliter la pose.
Substrats courants pour le gaufrage
1. Substrats métalliques (les plus utilisés pour les plaques industrielles)
- Aluminium: Souple, malléable et économique — idéal pour le gaufrage ; l’aluminium anodisé offre une résistance à la corrosion ainsi que des options de coloris.
- Laiton / Cuivre : Finition métallique haut de gamme, excellente définition du gaufrage, adapté aux plaques industrielles haut de gamme et aux plaques décoratives.
- Acier inoxydable (304/316) : Plus dur, nécessite une pression plus élevée ; utilisé pour les plaques industrielles robustes offrant une durabilité supérieure.
- Alliage de zinc : Moulable, parfait pour les gaufrages profonds et les motifs complexes en 3D.
Épaisseur typique : 0,010 po – 0,060 po (0,25 mm – 1,5 mm) (substrats plus fins pour un gaufrage superficiel ; substrats plus épais pour des caractéristiques 3D profondes).
2. Substrats plastiques
- ABS / PVC : Rigide mais souple, facile à gaufrer — adapté aux étiquettes de panneaux de commande et aux plaques signalétiques d’appareils électroniques.
- Polycarbonate (PC) : Résistant aux chocs et stabilisé contre les UV — idéal pour les plaques signalétiques en plastique destinées à une utilisation en extérieur.
- Polyester (PET) : Fin, souple et résistant à la chaleur — utilisé pour les étiquettes gaufrées autocollantes et les surcharges.
Épaisseur typique : 0,005 à 0,030 po (0,125 à 0,75 mm).
3. Substrats en papier / composites
- Papier cartonné / papier artistique : Pour les étiquettes d’emballage, les étiquettes cadeaux et les supports promotionnels (gaufrage aveugle ou à chaud).
- Cuir / cuir synthétique (PU) : Pour les produits de luxe, les bagages et les garnitures intérieures automobiles (gaufrage décoratif).
Principaux avantages du gaufrage
- Raffinement tactile et visuel : les éléments en relief ou en creux en 3D créent une sensation tactile unique et une profondeur visuelle — bien plus raffinés que l’impression ou la gravure à plat, renforçant ainsi la valeur de la marque.
- Permanent et durable : Les éléments en relief sont obtenus par déformation du substrat, et non par application d’un revêtement de surface — ils résistent à l’usure, aux rayures, au décoloration et à la corrosion chimique ; aucune écaillage ni écaillure n’apparaît avec le temps.
- Aucune encre requise (gaufrage aveugle) : Le gaufrage aveugle exploite la texture naturelle du substrat pour créer un contraste, ce qui le rend idéal dans les environnements où l’encre pourrait s’estomper ou s’écailler (applications extérieures, industrielles ou à forte usure).
- Haute efficacité de production : Un seul cycle de pressage, sans post-cuisson ni développement — adapté à la production de masse à haut volume (10 000 unités ou plus) avec une qualité constante.
- Polyvalence : Peut être combiné avec la dorure à chaud, l’impression ou le revêtement pour obtenir des effets personnalisés ; permet la reproduction aussi bien de petits textes fins que de grands motifs complexes.
- Coût-efficace pour les grandes séries : Une fois les matrices fabriquées, le coût unitaire de production est extrêmement faible pour les grandes séries.
Limitations et considérations de conception
- Coût des matrices : Les matrices personnalisées mâles/femelles entraînent un coût initial de fabrication — moins économique pour de petites séries (moins de 500 unités).
- Limitations fonctionnelles : Un texte fin (moins de 8 pt) ou des motifs microscopiques peuvent perdre de leur définition lors d’un gaufrage profond ; la gravure laser convient mieux aux détails ultra-fins.
- Restrictions liées au substrat : Les substrats durs et cassants (par exemple, verre trempé épais, céramique rigide) ne peuvent pas être gaufrés ; seuls les matériaux souples et malléables sont adaptés.
- Régulation de la pression: Une pression excessive peut provoquer des fissures, des déchirures ou une déformation du substrat ; une pression insuffisante donne lieu à des motifs gaufrés peu profonds et flous.
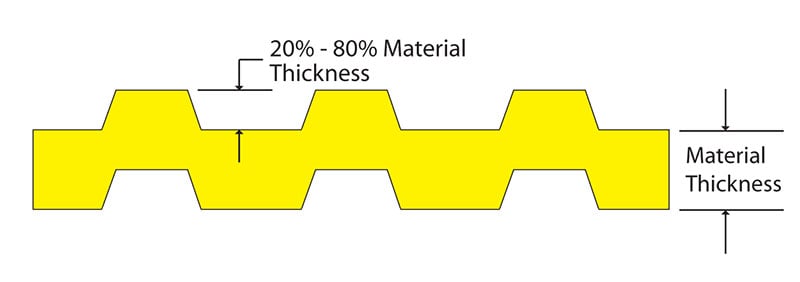
Recommandation de conception : la hauteur des motifs gaufrés doit représenter 10 à 30 % de l’épaisseur du substrat (par exemple, une hauteur de 0,002 à 0,006 pouce pour un aluminium d’épaisseur 0,020 pouce).
Applications Typiques
- Identification industrielle : Plaques métalliques pour équipements, étiquettes d'actif, plaques signalétiques, étiquettes de tableaux électriques (estampage sur aluminium ou acier inoxydable).
- Marque et image de marque du produit : Plaques signalétiques haut de gamme (électronique, produits de luxe), étiquettes d'emballage, boîtes-cadeaux (estampage à chaud avec dorure + estampage à chaud).
- Automobile et aéronautique : Estampage des garnitures intérieures, plaques d'identification des composants, étiquettes du tableau de bord.
- Décoratif et promotionnel : Plaques commémoratives, trophées, étiquettes-cadeaux, articles en cuir, articles promotionnels (estampage aveugle ou estampage à chaud avec dorure).
- Étiquettes adhésives : Étiquettes auto-adhésives estampées en métal ou en plastique, faciles à appliquer sur les machines, les meubles et les appareils électroniques.

