Що таке тиснення?
Рельєф є процес холодного формування який створює виступаючі (рельєфні) або заглиблені (антирельєфні) тривимірні візерунки, текст, логотипи або текстури на поверхні основи за допомогою пари відповідних штампів — чоловічого (верхнього) та жіночого (нижнього) — без видалення або додавання матеріалу . На відміну від гравірування (субтрактивний процес) або друку (адитивний процес), тиснення змінює форму основи за рахунок механічного тиску, утворюючи тактильні й довговічні тривимірні елементи, які інтегруються безпосередньо в матеріал. Цей процес широко використовується для металевих, пластикових, паперових та композитних основ у брендингу, ідентифікації та декоративних застосуваннях і цінується завдяки преміальному тактильному відчуттю та тривалій експлуатаційній стійкості.
Ключові терміни у тисненні
- Ембосування: Виступаючі тривимірні елементи на поверхні основи (найпоширеніший тип).
- Інтарсійне тиснення: Заглиблені тривимірні елементи (обернений варіант тиснення, також відомий як інтаґліо-пресування).
- Сліпе тиснення: Тиснення/вглиблення без фарби або фольги — ґрунтується на текстурі основи та відбитті світла для створення контрасту.
- Фольговане тиснення (гаряче клеймінг + тиснення): Поєднує тиснення з гарячим фольгуванням, під час якого металева або кольорова фольга переноситься на виступаючу поверхню для підвищення візуального контрасту.
- Реєстрове тиснення: Точне вирівнювання елементів тиснення щодо друкованих графічних зображень, тексту або зрізаних країв (критично важливо для брендованих табличок і етикеток).
- Чоловіча/жіноча матриці: Парні металеві форми (зазвичай сталеві або латунні), де чоловіча матриця має виступаючі елементи, а жіноча — відповідні заглибини.
Основний процес тиснення (покроково)
Процес тиснення повністю механічний і не потребує хімічних речовин або нагріву (за винятком випадків поєднання з гарячим клеймінгом); виконується за один цикл пресування, що забезпечує високу ефективність.
1. Розробка та виготовлення матриць
- Перетворити художні матеріали (текст, логотипи, візерунки) у 3D-векторні файли, розробити геометрію чоловічої/жіночої штампувальної матриці (включаючи висоту елементів, кут і радіус).
- Виготовити штампи з загартованої сталі (для масового виробництва) або латуні (для малих партій/прототипів) за допомогою фрезерування на ЧПУ, лазерного різання або ЕРО (електроерозійного оброблення).
-
Полірувати поверхні штампів, щоб забезпечити гладкі, без заусенців рельєфні елементи на субстраті.
2. Підготовка субстрату
- Нарізати субстрат (металевий лист, пластикову плівку, паперову картку) до потрібного розміру та форми; забезпечити рівність (відсутність деформації) для рівномірного тиску.
- Для делікатних субстратів (тонкий алюміній, м’який пластик) нанести невелику кількість засобу для полегшення відокремлення або попередньо нагріти (при низькій температурі, <100 °C), щоб запобігти тріщинам або розривам.
3. Кріплення та вирівнювання штампів
- Закріпити чоловічу матрицю на верхній плиті та жіночу матрицю на нижній плиті штампувального преса (гідравлічного, механічного або пневматичного).
- Точно вирівняти матриці, щоб виступи чоловічої частини ідеально вписувалися в заглибини жіночої частини (без перекосу або зміщення).
4. Тиснення рельєфу
- Подати підготований матеріал між відповідними матрицями.
- Прикласти контрольований механічний тиск (5–50 тонн, залежно від матеріалу, товщини підкладки та глибини тиснення) до матриць.
- Підкладка деформується під дією тиску й приймає форму матриць, утворюючи постійні виступаючі/заглиблені тривимірні елементи.
- Для тиснення з фольгою: інтегрувати в прес котушку гарячого клейового штампування; фольга нагрівається й переноситься на поверхню з тисненням одночасно з прикладанням тиску.
5. Остаточна обробка та післяобробка
- Вийняти матеріал з тисненням із преса; обрізати зайвий матеріал або вирізати за допомогою штампування на нестандартні форми (круглі, прямокутні, неправильні).
- Для металевих підкладок: за бажанням — зачистка кромок, полірування або нанесення покриття (прозорий лак, УФ-захисний засіб) для підвищення довговічності.
-
Для самоклеящихся етикеток: нанести клейкий шар зі зворотного боку (PSA) та захисну підкладку для зручності встановлення.
Поширені основи для тиснення
1. Металеві основи (найпоширеніші для промислових табличок)
- Алюміній: М’які, пластичні, економічні — ідеальні для тиснення; анодований алюміній забезпечує корозійну стійкість та варіанти кольорового оформлення.
- Латунь/мідь: Преміальне металеве оздоблення, чудова деталізація тиснення, підходить для високоякісних табличок та декоративних дощок.
- Нержавіюча сталь (304/316): Твердіші, вимагають більшого тиску; використовуються для важких промислових табличок з винятковою міцністю.
- Сплав цинку: Ливні, ідеальні для глибокого тиснення та складних тривимірних малюнків.
Типова товщина: 0,010″–0,060″ (0,25 мм–1,5 мм) (тонші основи — для поверхневого тиснення; товщі — для глибоких тривимірних елементів).
2. Пластикові основи
- АБС/ПВХ: Жорсткий, але гнучкий, легко тиснеться — підходить для етикеток на панелях керування та табличок із назвами електронних пристроїв.
- Полікарбонат (PC): Стійкий до ударів, стабілізований проти УФ-випромінювання — ідеальний для пластикових табличок зовнішнього використання.
- Поліестер (PET): Тонкий, гнучкий, стійкий до високих температур — використовується для самоклейких тиснених етикеток та накладок.
Типова товщина: 0,005″–0,030″ (0,125 мм–0,75 мм).
3. Паперові/композитні основи
- Картон/мистецький папір: Для етикеток на упаковку, подарункових ярликів та рекламних матеріалів (тиснення без фольги або з фольгою).
- Шкіра/штучна шкіра (PU): Для товарів преміум-класу, багажу та внутрішньої обробки автомобільних салонів (декоративне тиснення).
Ключові переваги тиснення
- Тактильна та візуальна преміальність: 3D-елементи з піднятими/впадинами створюють унікальне тактильне відчуття та візуальну глибину — значно преміальніші за плоский друк/гравірування, що підвищує вартість бренду.
- Постійність та довговічність: Елементи тиснення утворюються за рахунок деформації основного матеріалу, а не нанесення поверхневого покриття — стійкі до зносу, подряпин, випроблення та хімічної корозії; не відшаровуються й не кришаться з часом.
- Без використання фарби (сліпе тиснення): Сліпе тиснення використовує природну текстуру основного матеріалу для створення контрасту, що робить його ідеальним для середовищ, де фарба може випроблюватися або відшаровуватися (зовнішнє використання, промислові умови, високий ступінь зносу).
- Висока ефективність виробництва: Один цикл пресування, без додаткового термооброблення/розвитку — підходить для масового виробництва великих партій (понад 10 000 одиниць) зі стабільною якістю.
- Універсальність: Може поєднуватися з гарячим тисненням, друком або нанесенням покриття для створення спеціальних ефектів; підтримує як дрібний текст, так і великі складні малюнки.
- Економічно вигідне для масового виробництва: Після виготовлення штампів собівартість виробництва одного виробу для великих партій є надзвичайно низькою.
Обмеження та аспекти проектування
- Вартість штампу: Індивідуальні чоловічі/жіночі штампи мають початкову вартість виготовлення — їх використання менш економічне для малих партій (менше 500 одиниць).
- Обмеження щодо елементів дизайну: Дрібний текст (менше 8 пункту) або мікропатерни можуть втратити деталізованість при глибокому тисненні; лазерне гравірування краще підходить для надтонких елементів.
- Обмеження щодо основного матеріалу: Тверді, крихкі матеріали (наприклад, товсте закалене скло, жорстка кераміка) не підлягають тисненню; потрібні м’які, пластичні матеріали.
- Контроль тиску: Надмірний тиск може спричинити тріщини, розриви або деформацію основного матеріалу; недостатній тиск призводить до поверхневих, розмитих елементів тиснення.
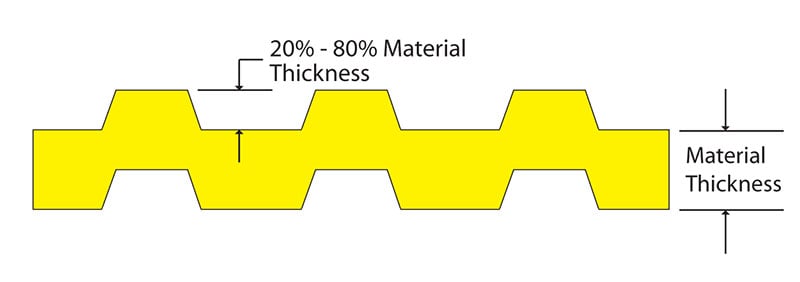
Рекомендації щодо проектування: висота елементів тиснення має становити 10–30 % від товщини основного матеріалу (наприклад, висота 0,002–0,006 дюйма для алюмінію товщиною 0,020 дюйма).
Типові застосування
- Промислова ідентифікація: Металеві таблички для обладнання, біркові ярлики активів, таблички з технічними характеристиками, етикетки для електричних щитів (тиснення на алюмінії/нержавіючій сталі).
- Брендове та продуктове позиціонування: Преміальні товарні таблички (електроніка, товари преміум-класу), етикетки для упаковки, подарункові коробки (фольгове тиснення + гаряче клеймо).
- Автомобільна та авіаційна галузі: Тиснення для внутрішньої обробки салону, таблички для ідентифікації компонентів, етикетки на панелі приладів.
- Декоративне та рекламне застосування: Пластинки, кубки, подарункові ярлики, вироби зі шкіри, рекламна продукція (сліпе/фольгове тиснення).
- Клейкі етикетки: Самоклеючі рельєфні металеві/пластикові етикетки для простого монтажу на обладнанні, меблях та електронних пристроях.

