Cos'è la goffratura?
Di rilievo è un processo di formatura a freddo che crea motivi tridimensionali in rilievo (goffrati) o in incavo (sottogoffrati), testi, loghi o texture sulla superficie di un supporto mediante un set abbinato di matrici maschio (superiore) e femmina (inferiore)— senza rimuovere né aggiungere materiale . A differenza dell’incisione (processo sottrattivo) o della stampa (processo additivo), la goffratura modella il supporto attraverso pressione meccanica, creando elementi tridimensionali tattili e durevoli che si integrano direttamente nel materiale stesso. Questo processo è ampiamente utilizzato su supporti metallici, plastici, cartacei e compositi per applicazioni di branding, identificazione e decorative, ed è apprezzato per la sua sensazione tattile premium e le prestazioni durature.
Termini chiave nella goffratura
- Coniazione: Elementi tridimensionali in rilievo sulla superficie del supporto (tipo più comune).
- A incavo: Elementi tridimensionali in incavo (l’opposto della goffratura, noto anche come stampa in intaglio).
- Goffratura cieca: Rilievo/contropressione senza inchiostro o foglia metallica: si basa sulla texture del supporto e sulla riflessione della luce per ottenere il contrasto.
- Rilievo con foglia metallica (stampaggio a caldo + rilievo): Combina il rilievo con lo stampaggio a caldo, in cui una foglia metallica o colorata viene trasferita sulla superficie rilevata per un maggiore contrasto visivo.
- Rilievo registrato: Allineamento preciso delle zone in rilievo rispetto ai grafici stampati, al testo o ai bordi di taglio (fondamentale per targhette e etichette con marchio).
- Matrici maschio/femmina: Coppia di stampi metallici abbinati (generalmente in acciaio o ottone), dove la matrice maschio presenta elementi sporgenti e quella femmina le corrispondenti cavità.
Processo base di rilievo (passo dopo passo)
Il processo di rilievo è interamente meccanico e non richiede prodotti chimici né calore (a meno che non venga combinato con lo stampaggio a caldo); viene completato in un singolo ciclo di pressa, garantendo elevata efficienza.
1. Progettazione e realizzazione della matrice
- Convertire i disegni (testo, loghi, motivi) in file vettoriali 3D e progettare la geometria degli stampi maschio/femmina (inclusa l’altezza delle caratteristiche, l’angolo e il raggio).
- Realizzare gli stampi in acciaio temprato (per produzioni ad alto volume) o in ottone (per tirature brevi/prototipi) mediante fresatura CNC, taglio laser o EDM (lavorazione a scarica elettrica).
-
Lucidare le superfici degli stampi per garantire caratteristiche in rilievo lisce e prive di bave sul substrato.
2. Preparazione del substrato
- Tagliare il substrato (lamiera metallica, film plastico, cartoncino) alle dimensioni e alla forma richieste; assicurare una perfetta planarità (assenza di deformazioni) per una pressione uniforme.
- Per substrati delicati (alluminio sottile, plastica morbida), applicare un leggero agente distaccante o preriscaldare (a bassa temperatura, <100 °C) per prevenire crepe o strappi.
3. Montaggio e allineamento degli stampi
- Montare lo stampo maschio sulla piastra superiore e lo stampo femmina sulla piastra inferiore di una pressa per goffratura (idraulica, meccanica o pneumatica).
- Allineare con precisione gli stampi per garantire che le parti maschio si inseriscano perfettamente nelle cavità femmina (nessun disallineamento o spostamento).
4. Stampaggio a rilievo
- Introdurre il supporto preparato tra gli stampi abbinati.
- Applicare una pressione meccanica controllata (5–50 tonnellate, in funzione del materiale del supporto, dello spessore e della profondità del rilievo) sugli stampi.
- Il supporto viene deformato dalla pressione e assume la geometria degli stampi, formando caratteristiche tridimensionali permanenti in rilievo/contenute.
- Per lo stampaggio a rilievo con foglia metallica: integrare un rotolo di foglia per termofoigliatura nella pressa; la foglia viene riscaldata e trasferita sulla superficie in rilievo durante l’applicazione della pressione.
5. Finitura e lavorazioni successive
- Rimuovere il supporto stampato a rilievo dalla pressa; tagliare il materiale in eccesso o effettuare una fustellatura per ottenere forme personalizzate (rotonde, rettangolari, irregolari).
- Per supporti metallici: sbavatura opzionale, lucidatura o rivestimento (laccatura trasparente, protettivo UV) per migliorarne la durabilità.
-
Per etichette adesive: applicare un adesivo a pressione (PSA) e un liner protettivo sul retro per facilitarne l’installazione.
Supporti comuni per la goffratura
1. Supporti metallici (i più utilizzati per le targhette industriali)
- Alluminio: Morbidi, malleabili ed economici: ideali per la goffratura; l’alluminio anodizzato offre resistenza alla corrosione e opzioni cromatiche.
- Ottone/Rame: Finitura metallica premium, eccellente definizione della goffratura, adatto per targhette di alta gamma e placche decorative.
- Acciaio Inossidabile (304/316): Più duro, richiede una pressione superiore; utilizzato per targhette industriali pesanti con eccezionale durata.
- Lega di zinco: Colabile, perfetto per goffrature profonde e motivi tridimensionali complessi.
Spessore tipico: 0,010"–0,060" (0,25 mm–1,5 mm) (supporti più sottili per goffrature superficiali; supporti più spessi per caratteristiche tridimensionali profonde).
2. Supporti in plastica
- ABS/PVC: Rigido ma flessibile, facile da goffrare — adatto per etichette di pannelli di controllo e targhette di dispositivi elettronici.
- Policarbonato (PC): Resistente agli urti e stabilizzato contro i raggi UV — ideale per targhette in plastica per esterni.
- Poliestere (PET): Sottile, flessibile e resistente al calore — utilizzato per etichette goffrate autoadesive e sovrimpressioni.
Spessore tipico: 0,005"–0,030" (0,125 mm–0,75 mm).
3. Supporti in carta/compositi
- Cartoncino/cartoncino artistico: Per etichette di imballaggio, cartellini regalo e materiali promozionali (goffratura cieca o a caldo con foglia metallica).
- Pelle/PU pelle: Per articoli di lusso, bagagli e rifiniture interne automobilistiche (goffratura decorativa).
Principali vantaggi della goffratura
- Premiumità tattile e visiva: le caratteristiche in rilievo/contenute 3D creano una sensazione tattile unica e una profondità visiva superiore rispetto alla stampa/incisione piana, accrescendo il valore del marchio.
- Permanente e durevole: Le caratteristiche in rilievo vengono realizzate mediante deformazione del supporto, non tramite rivestimento superficiale: resistenti all’usura, ai graffi, allo sbiadimento e alla corrosione chimica; nessuna pelatura o scheggiatura nel tempo.
- Nessun inchiostro richiesto (rilievo cieco): Il rilievo cieco sfrutta la texture naturale del supporto per ottenere contrasto, risultando ideale in ambienti dove l’inchiostro potrebbe sbiadire o staccarsi (all’aperto, industriale, ad alta usura).
- Alta efficienza di produzione: Un solo ciclo di stampa, senza post-polimerizzazione/necessità di sviluppo: adatto alla produzione di massa su larga scala (oltre 10.000 unità) con qualità costante.
- Versatilità: Si combina con la stampa a caldo, la stampa tradizionale o i rivestimenti per effetti personalizzati; supporta sia testi piccoli e fini sia grandi motivi complessi.
- Economico per produzioni su larga scala: Una volta realizzati gli stampi, il costo unitario di produzione è estremamente basso per tirature elevate.
Limitazioni e considerazioni progettuali
- Costo degli stampi: Gli stampi maschio/femmina personalizzati comportano un costo iniziale di fabbricazione, il che li rende meno convenienti per piccole serie (<500 unità).
- Limitazioni delle caratteristiche: Testi fini (<8 pt) o micro-patterns possono perdere dettaglio nell’embossing profondo; l’incisione laser è più adatta per caratteristiche ultrafini.
- Restrizioni del substrato: Substrati duri e fragili (ad es. vetro temprato spesso, ceramica rigida) non possono essere sottoposti a embossing; sono richiesti materiali morbidi e malleabili.
- Controllo della pressione: Una pressione eccessiva può causare crepe, strappi o deformazioni del substrato; una pressione insufficiente produce caratteristiche in rilievo poco profonde e sfocate.
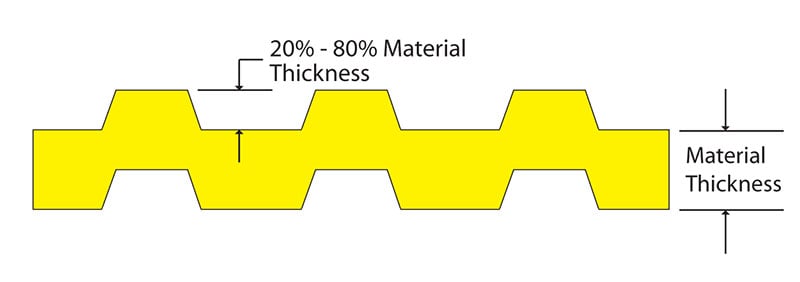
Linee guida progettuali: l’altezza della caratteristica in rilievo dovrebbe essere pari al 10–30% dello spessore del substrato (ad es. altezza di 0,002”–0,006” per un alluminio spesso 0,020”).
Applicazioni tipiche
- Identificazione industriale: Targhette metalliche per attrezzature, etichette identificative per beni aziendali, targhette di potenza, etichette per quadri elettrici (incisione a rilievo su alluminio/acciaio inossidabile).
- Marchio e Branding del prodotto: Targhette di alta gamma per prodotti (elettronica, beni di lusso), etichette per imballaggi, scatole regalo (incisione a rilievo con foglia metallica + stampa a caldo).
- Automotive & Aerospace: Incisione a rilievo per rivestimenti interni, targhette identificative per componenti, etichette per cruscotti.
- Decorativo e promozionale: Targhe commemorative, trofei, tag per regali, articoli in pelle, merchandising promozionale (incisione a rilievo cieca o con foglia metallica).
- Etichette adesive: Etichette in metallo o plastica a rilievo autoadesive per un facile montaggio su macchinari, mobili e dispositivi elettronici.

