Hva er relieffprenting?
Embossing er ein kaldeformingsprosess som skaper opphøyde (relieffprentede) eller senkede (innsenkede) tredimensjonale mønstre, tekst, logoer eller strukturer på overflaten til et underlag ved hjelp av et par tilpassede støper (mannlig/øvre og kvinnelig/lavere) — uten å fjerne eller legge til materiale . I motsetning til gravering (subtraktiv) eller trykking (additiv) omformer relieffprenting underlaget gjennom mekanisk trykk, og danner taktilt oppfattbare, slitesterke tredimensjonale egenskaper som integreres i materialet selv. Denne prosessen brukes mye for metall, plast, papir og komposittunderlag innen merkebygging, identifisering og dekorative anvendelser, og verdisettes for sin premium taktile følelse og langvarige ytelse.
Nøkkelbegreper innen relieffprenting
- Pressformning: Opphøyde tredimensjonale egenskaper på overflaten til underlaget (den vanligste typen).
- Senking: Senkede tredimensjonale egenskaper (motsatt av relieffprenting, også kalt intagliopressing).
- Blindrelieffprenting: Prøving/forhøyning uten blekk eller folie—bygger på underlagets struktur og lysrefleksjon for kontrast.
- Folieprøving (varmstempel + prøving): Kombinerer prøving med varmfoliestempel, der metallisk/farget folie overføres til den forhøyede overflaten for økt visuell kontrast.
- Registrert prøving: Nøyaktig justering av prøvede elementer i forhold til trykte grafiske elementer, tekst eller skjærekanter (avgjørende for merkevarede navneskilt og etiketter).
- Mann/kvinne-stansere: Parrede metallformer (vanligvis stål eller messing), der mann-formen har forhøyde detaljer og kvinne-formen har tilsvarende innskårede områder.
Kjerneprøvingsprosessen (trinn for trinn)
Prøvingsprosessen er fullstendig mekanisk og krever ingen kjemikalier eller varme (unntatt når den kombineres med varmstempel); den utføres i én enkelt presseomgang for høy effektivitet.
1. Formdesign og -framstilling
- Konverter grafikk (tekst, logoer, mønstre) til 3D-vektorfiler, og design geometrien for mannlig/kvinnelig stempel (inkludert innrykkets høyde, vinkel og radius).
- Fremstill stempler av herdet stål (for produksjon i store mengder) eller messing (for korte serier/prototyper) ved hjelp av CNC-bearbeiding, laserskjæring eller EDM (elektroerosjonsbearbeiding).
-
Poler stempeloverflater for å sikre glatte, frittstående pregede detaljer på underlaget.
2. Forberedelse av underlag
- Skjær underlaget (metallplate, plastfilm, papirkort) til ønsket størrelse og form; sørg for flathet (ingen bukning) for jevn trykkfordeling.
- For følsomme underlag (tynn aluminium, myk plast) kan en svak frigjøringsmiddel anvendes eller underlaget forvarmes lett (lav temperatur, <100 °C) for å unngå sprekker eller revner.
3. Montering og justering av stempel
- Monter det mannlige stempel på den øvre platens og det kvinnelige stempel på den nedre platens på en pregepresse (hydraulisk, mekanisk eller pneumatisk).
- Juster presseformene nøyaktig for å sikre at de mannlige elementene passer perfekt inn i de kvinnelige utskåringene (ingen feiljustering eller forskyvning).
4. Prägepresning
- Før det forberedte underlaget mellom de tilpassede presseformene.
- Bruk kontrollert mekanisk trykk (5–50 tonn, avhengig av underlagets materiale, tykkelse og prægedybde) på presseformene.
- Underlaget deformeres ved trykk og følger presseformenes geometri, slik at permanente hevede/senkede 3D-elementer dannes.
- For foliepræging: Integrer en varmstempelfolierulle i pressen; folien oppvarmes og overføres til den prægede overflaten samtidig som trykk påføres.
5. Ferdigstilling og etterbehandling
- Fjern det prægede underlaget fra pressen; klipp bort overskytende materiale eller stans til spesialform (rund, rektangulær, uregelmessig).
- For metallunderlag: Valgfri avfasing, polering eller påføring av belegg (klar lak, UV-beskyttelse) for å forbedre holdbarheten.
-
For klebemerkelapper: Påfør trykkfølsomt lim (PSA) og en beskyttende liner på baksiden for enkel montering.
Vanlige underlag for preging
1. Metallunderlag (mest brukt for industrielle navneskilt)
- Aluminium: Myke, formbare og kostnadseffektive – ideelle for preging; anodisert aluminium gir korrosjonsbestandighet og fargemuligheter.
- Messing/kobber: Premium metallisk overflate, utmerket presisjon ved preging, egnet for high-end-navneskilt og dekorative skilte.
- Rustfrit stål (304/316): Hardere, krever høyere trykk; brukes for heavy-duty-industrielle navneskilt med overlegen holdbarhet.
- Sinklegering: Støpbart, perfekt for dyp preging og komplekse 3D-mønstre.
Typisk tykkelse: 0,010–0,060 tommer (0,25–1,5 mm) (tynnere underlag for grunnpreging; tykkere for dype 3D-egenskaper).
2. Plastunderlag
- ABS/PVC: Stiv men fleksibel, lett å prege – egnet for kontrollpanelmerker og navneskilt til elektroniske enheter.
- Polycarbonat (PC): Slagfast, UV-stabilisert – ideelt for plastnavneskilt til utendørsbruk.
- Polyester (PET): Tynn, fleksibel og varmebestandig – brukes for selvklebende pregede merkelapper og overlappskjerminger.
Typisk tykkelse: 0,005–0,030 tommer (0,125–0,75 mm).
3. Papir-/komposittunderlag
- Kartong/kunstpapir: For emballasjemerker, gaveetiketter og promosjonelle materialer (blindpreging eller foliepreging).
- Lær/PU-lær: For luksusvarer, bagasje og interiørdekorasjoner for biler (dekorativ preging).
Nøkkel fordeler med preging
- Taktil og visuell premium-kvalitet: 3D-hevede/senkede egenskaper skaper en unik taktil følelse og visuell dybde—langt mer premium enn flat trykking/gravering, noe som forsterker merkeverdien.
- Varig og holdbar: Pregete egenskaper dannes ved deformasjon av underlaget, ikke ved overflatebelegg—motstandsdyktig mot slitasje, ridser, bleking og kjemisk korrosjon; ingen løsning eller sprekking over tid.
- Ingen farge nødvendig (blindpreging): Blindpreging bruker underlagets naturlige struktur for kontrast, noe som gjør den ideell for miljøer der farge kan blekes eller løsne (utendørs, industrielle, høy-slitasje-områder).
- Høy produksjonseffektivitet: Én presseoperasjon, ingen etterhårding/utvikling nødvendig—egnet for massproduksjon i store volum (10 000+ enheter) med konsekvent kvalitet.
- Fleksibilitet: Kan kombineres med varmstempel, trykking eller belegg for tilpassede effekter; støtter både små, fine tekster og store, komplekse mønstre.
- Kostnadseffektiv for høy volumproduksjon: Når støpeformer er fremstilt, er produktionskostnaden per enhet ekstremt lav for store serier.
Begrensninger og designhensyn
- Kostnad for støpeform: Tilpassede mannlige/kvinnelige støpeformer har en forhåndsbestemt fremstillingskostnad – mindre økonomisk for små serier (<500 enheter).
- Begrensninger for funksjoner: Fin tekst (<8 pt) eller mikromønstre kan miste detaljnivå ved dyp preging; lasergravering er bedre for ekstremt fine funksjoner.
- Begrensninger for underlag: Hårde, sprøe underlag (f.eks. tykk temperert glass, stive keramiske materialer) kan ikke preges; myke, formbare materialer er påkrevd.
- Trykkreglar: For høyt trykk kan føre til sprekkdannelse, revner eller deformering av underlaget; for lavt trykk gir grunne, uskarpe pregede funksjoner.
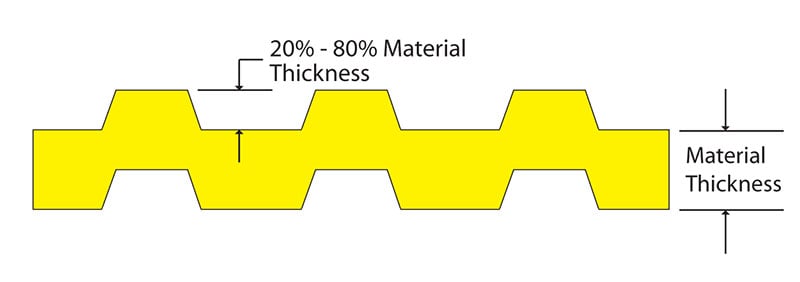
Designveiledning: Høyden på preget funksjonselement skal være 10–30 % av underlagets tykkelse (f.eks. 0,002–0,006 tommer høyde for aluminium med tykkelse på 0,020 tommer).
Vanlege brukar
- Industriell identifisering: Metallskilt for utstyr, eiendomsmerker, ytelsesskilt, skilt for elektriske paneler (preget aluminium/rustfritt stål).
- Merkevare- og produktmerking: Høyverdige produktskilt (elektronikk, luksusvarer), emballasjeskilt, gaveesker (folieret preging + varmestemping).
- Bilindustri og luftfart: Preget interiørtrim, identifikasjonsskilt for komponenter, skilt på instrumentpanel.
- Dekorativt og promosjonelt: Plaketter, trofeer, gaveetiketter, lærvarer, promosjonsartikler (blindpreging/folieret preging).
- Klebemerkelser: Selvklebende pregete metall-/plastmerkelser for enkel montering på maskineri, møbler og elektroniske enheter.

