What is Embossing?
Embossing is a cold forming process that creates raised (embossed) or recessed (debossed) three-dimensional patterns, text, logos, or textures on a substrate’s surface using a matched set of male (upper) and female (lower) dies—without removing or adding material. Unlike engraving (subtractive) or printing (additive), embossing reshapes the substrate through mechanical pressure, forming tactile, durable 3D features that integrate with the material itself. This process is widely used for metal, plastic, paper, and composite substrates in branding, identification, and decorative applications, valued for its premium tactile feel and long-lasting performance.
Key Terms in Embossing
- Embossing: Raised 3D features on the substrate surface (the most common type).
- Debossing: Recessed 3D features (the reverse of embossing, also called intaglio pressing).
- Blind Embossing: Embossing/debossing without ink or foil—relies on substrate texture and light reflection for contrast.
- Foiled Embossing (Hot Stamping + Embossing): Combines embossing with hot foil stamping, where metallic/colored foil is transferred to the raised surface for enhanced visual contrast.
- Registered Embossing: Precise alignment of embossed features with printed graphics, text, or cut edges (critical for branded nameplates and labels).
- Male/Female Dies: Matched metal molds (typically steel or brass) where the male die has raised features and the female die has corresponding recesses.
Core Embossing Process (Step-by-Step)
The embossing process is fully mechanical and requires no chemicals or heat (unless combined with hot stamping); it is completed in a single press cycle for high efficiency.
1.Die Design & Fabrication
- Convert artwork (text, logos, patterns) into 3D vector files, design the male/female die geometry (including feature height, angle, and radius).
- Fabricate dies from hardened steel (for high-volume production) or brass (for short runs/prototypes) via CNC machining, laser cutting, or EDM (Electrical Discharge Machining).
-
Polish die surfaces to ensure smooth, burr-free embossed features on the substrate.
2.Substrate Preparation
- Cut the substrate (metal sheet, plastic film, paper card) to the required size and shape; ensure flatness (no warping) for uniform pressure.
- For delicate substrates (thin aluminum, soft plastic), apply a slight release agent or pre-heat (low temperature, <100°C) to prevent cracking or tearing.
3.Die Mounting & Alignment
- Mount the male die on the upper platen and the female die on the lower platen of an embossing press (hydraulic, mechanical, or pneumatic).
- Precisely align the dies to ensure the male features fit perfectly into the female recesses (no misalignment or offset).
4.Embossing Pressing
- Feed the prepared substrate between the matched dies.
- Apply controlled mechanical pressure (5–50 tons, depending on substrate material, thickness, and emboss depth) to the dies.
- The substrate is deformed by pressure and conforms to the die geometry, forming permanent raised/recessed 3D features.
- For foiled embossing: Integrate a hot stamping foil roll into the press; the foil is heated and transferred to the embossed surface as pressure is applied.
5.Finishing & Post-Processing
- Remove the embossed substrate from the press; trim excess material or die-cut to custom shapes (round, rectangular, irregular).
- For metal substrates: Optional deburring, polishing, or coating (clear lacquer, UV protectant) to enhance durability.
-
For adhesive labels: Apply pressure-sensitive adhesive (PSA) and a protective liner to the back for easy installation.
Common Substrates for Embossing
1. Metal Substrates (Most Widely Used for Industrial Nameplates)
- Aluminum: Soft, malleable, cost-effective—ideal for embossing; anodized aluminum adds corrosion resistance and color options.
- Brass/Copper: Premium metallic finish, excellent emboss detail, suitable for high-end nameplates and decorative plaques.
- Stainless Steel (304/316): Harder, requires higher pressure; used for heavy-duty industrial nameplates with superior durability.
- Zinc Alloy: Castable, perfect for deep embossing and complex 3D patterns.
Typical Thickness: 0.010”–0.060” (0.25mm–1.5mm) (thinner substrates for shallow emboss; thicker for deep 3D features).
2. Plastic Substrates
- ABS/PVC: Rigid yet flexible, easy to emboss—suitable for control panel labels and electronic device nameplates.
- Polycarbonate (PC): Impact-resistant, UV-stabilized—ideal for outdoor plastic nameplates.
- Polyester (PET): Thin, flexible, heat-resistant—used for self-adhesive embossed labels and overlays.
Typical Thickness: 0.005”–0.030” (0.125mm–0.75mm).
3. Paper/Composite Substrates
- Cardstock/Art Paper: For packaging labels, gift tags, and promotional materials (blind or foiled embossing).
- Leather/PU Leather: For luxury goods, luggage, and automotive interior trim (decorative embossing).
Key Advantages of Embossing
- Tactile & Visual Premiumity: 3D raised/recessed features create a unique tactile feel and visual depth—far more premium than flat printing/engraving, enhancing brand value.
- Permanent & Durable: Embossed features are formed by substrate deformation, not surface coating—resistant to wear, scratching, fading, and chemical corrosion; no peeling or chipping over time.
- No Ink Required (Blind Embossing): Blind embossing uses the substrate’s natural texture for contrast, making it ideal for environments where ink may fade or peel (outdoor, industrial, high-wear).
- High Production Efficiency: Single press cycle, no post-curing/development—suitable for high-volume mass production (10,000+ units) with consistent quality.
- Versatility: Combines with hot stamping, printing, or coating for customized effects; supports both small fine text and large complex patterns.
- Cost-Effective for High Volume: Once dies are fabricated, the per-unit production cost is extremely low for large runs.
Limitations & Design Considerations
- Die Cost: Custom male/female dies have an upfront fabrication cost—less economical for small runs (<500 units).
- Feature Limitations: Fine text (<8pt) or micro-patterns may lose detail in deep embossing; laser engraving is better for ultra-fine features.
- Substrate Restrictions: Hard, brittle substrates (e.g., thick tempered glass, rigid ceramic) cannot be embossed; soft, malleable materials are required.
- Pressure Control: Excessive pressure may cause substrate cracking, tearing, or warping; insufficient pressure results in shallow, blurry embossed features.
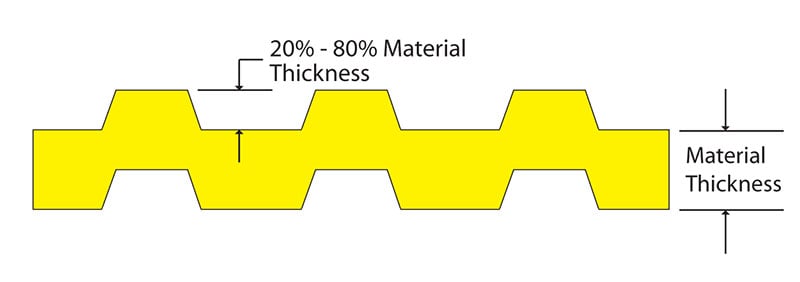
Design Guideline: Emboss feature height should be 10–30% of the substrate thickness (e.g., 0.002”–0.006” height for 0.020” thick aluminum).
Typical Applications
- Industrial Identification: Metal nameplates for equipment, asset tags, rating plates, electrical panel labels (aluminum/stainless steel embossing).
- Brand & Product Branding: High-end product nameplates (electronics, luxury goods), packaging labels, gift boxes (foiled embossing + hot stamping).
- Automotive & Aerospace: Interior trim embossing, component identification plates, dashboard labels.
- Decorative & Promotional: Plaques, trophies, gift tags, leather goods, promotional merchandise (blind/foiled embossing).
- Adhesive Labels: Self-adhesive embossed metal/plastic labels for easy installation on machinery, furniture, and electronic devices.

