Was ist Prägen?
Ausdruck ist ein kaltumformungsverfahren das erhabene (geprägte) oder vertiefte (kontrageprägte) dreidimensionale Muster, Texte, Logos oder Texturen auf der Oberfläche eines Substrats mithilfe eines passenden Satzes aus männlichen (oberen) und weiblichen (unteren) Werkzeugen erzeugt — ohne Material abzutragen oder hinzuzufügen . Im Gegensatz zum Gravieren (subtraktiv) oder zum Drucken (additiv) verändert das Prägen die Form des Substrats allein durch mechanischen Druck und erzeugt so haptisch wahrnehmbare, dauerhafte 3D-Merkmale, die sich nahtlos in das Material selbst einfügen. Dieses Verfahren wird häufig bei Metall-, Kunststoff-, Papier- und Verbundwerkstoff-Substraten im Bereich Branding, Kennzeichnung und Dekoration eingesetzt und zeichnet sich durch sein hochwertiges Haptikgefühl sowie seine langlebige Leistungsfähigkeit aus.
Wichtige Begriffe beim Prägen
- Prägen: Erhabene 3D-Merkmale auf der Oberfläche des Substrats (die gebräuchlichste Variante).
- Debossing: Vertiefte 3D-Merkmale (die Umkehrung des Prägens, auch Intaglio-Prägung genannt).
- Blindprägung: Prägung/Deprägung ohne Tinte oder Folie – beruht auf der Substratstruktur und Lichtreflexion für Kontrast.
- Folienprägung (Heißprägung + Prägung): Kombiniert Prägung mit Heißfolienprägung, bei der metallische oder farbige Folie auf die erhabene Oberfläche übertragen wird, um den visuellen Kontrast zu verstärken.
- Registrierte Prägung: Präzise Ausrichtung der geprägten Elemente mit bedruckten Grafiken, Texten oder Schnittkanten (entscheidend für markengebundene Typenschilder und Etiketten).
- Männliche/weibliche Stanzformen: Abgestimmte Metallformen (üblicherweise aus Stahl oder Messing), wobei die männliche Form erhabene Strukturen und die weibliche Form entsprechende Vertiefungen aufweist.
Kernprägungsprozess (Schritt für Schritt)
Der Prägungsprozess ist vollständig mechanisch und erfordert weder Chemikalien noch Wärme (es sei denn, er wird mit Heißfolienprägung kombiniert); er wird in einem einzigen Presszyklus abgeschlossen, was eine hohe Effizienz gewährleistet.
1. Formenentwurf und -fertigung
- Konvertieren Sie Grafiken (Text, Logos, Muster) in 3D-Vektor-Dateien und entwerfen Sie die Geometrie der männlichen/weiblichen Stanzformen (einschließlich Merkmalshöhe, Winkel und Radius).
- Fertigen Sie die Stanzformen aus gehärtetem Stahl (für Großserienfertigung) oder Messing (für Kleinserien/Prototypen) mittels CNC-Bearbeitung, Laserschneiden oder EDM (Elektrische Entladungs-Bearbeitung) an.
-
Polieren Sie die Oberflächen der Stanzformen, um glatte, gratfreie geprägte Merkmale auf dem Substrat sicherzustellen.
2. Vorbereitung des Substrats
- Schneiden Sie das Substrat (Metallblech, Kunststofffolie, Papierkarton) auf die erforderliche Größe und Form zu; stellen Sie eine gleichmäßige Flachheit (keine Verzug) sicher, um einen einheitlichen Druck zu gewährleisten.
- Bei empfindlichen Substraten (dünnem Aluminium, weichem Kunststoff) tragen Sie ggf. ein leichtes Trennmittel auf oder erwärmen Sie das Material vor (bei niedriger Temperatur, < 100 °C), um Rissbildung oder Einreißungen zu vermeiden.
3. Montage und Ausrichtung der Stanzformen
- Montieren Sie die männliche Stanzform auf den oberen Plattenhalter und die weibliche Stanzform auf den unteren Plattenhalter einer Prägepresse (hydraulisch, mechanisch oder pneumatisch).
- Richten Sie die Stempel präzise aus, um sicherzustellen, dass die männlichen Formelemente perfekt in die weiblichen Aussparungen passen (keine Fehlausrichtung oder Versetzung).
4. Prägung
- Führen Sie das vorbereitete Substrat zwischen die passenden Stempel ein.
- Wenden Sie eine kontrollierte mechanische Druckkraft (5–50 Tonnen, abhängig vom Substratmaterial, dessen Dicke und der gewünschten Prägtiefe) auf die Stempel an.
- Das Substrat wird durch den Druck verformt und nimmt die Geometrie der Stempel an, wodurch dauerhafte erhabene/vertiefte 3D-Strukturen entstehen.
- Bei folierten Prägungen: Integrieren Sie eine Heißprägefolienrolle in die Presse; die Folie wird erhitzt und beim Aufbringen des Drucks auf die geprägte Oberfläche übertragen.
5. Veredelung und Nachbearbeitung
- Entfernen Sie das geprägte Substrat aus der Presse; schneiden Sie überschüssiges Material ab oder stanzen Sie es in individuelle Formen (rund, rechteckig, unregelmäßig).
- Bei Metallsubstraten: Optional Entgraten, Polieren oder Beschichten (mit Klarlack oder UV-Schutzmittel), um die Haltbarkeit zu verbessern.
-
Bei selbstklebenden Etiketten: Tragen Sie einen klebenden Klebstoff (PSA) und eine Schutzfolie auf die Rückseite auf, um die Montage zu erleichtern.
Häufig verwendete Substrate für Prägungen
1. Metall-Substrate (am weitesten verbreitet für industrielle Typenschilder)
- Aluminium: Weich, formbar und kostengünstig – ideal für Prägungen; eloxiertes Aluminium bietet Korrosionsbeständigkeit und Farboptionen.
- Messing/Kupfer: Premium-metalloptik, hervorragende Prägdetaillierung, geeignet für hochwertige Typenschilder und dekorative Plaketten.
- Edelstahl (304/316): Härter, erfordert einen höheren Druck; wird für robuste industrielle Typenschilder mit überlegener Haltbarkeit eingesetzt.
- Zinklegierung: Gießbar, ideal für tiefe Prägungen und komplexe 3D-Muster.
Typische Dicke: 0,010"–0,060" (0,25 mm–1,5 mm) (dünnere Substrate für flache Prägungen; dickere für tiefe 3D-Strukturen).
2. Kunststoff-Substrate
- ABS/PVC: Starr, aber flexibel, leicht prägbar – geeignet für Bedienfeldbeschriftungen und Typenschilder elektronischer Geräte.
- Polycarbonat (PC): Schlagfest, UV-beständig – ideal für Kunststoff-Typenschilder im Außenbereich.
- Polyester (PET): Dünn, flexibel, hitzebeständig – verwendet für selbstklebende geprägte Etiketten und Overlay-Beschriftungen.
Typische Dicke: 0,005"–0,030" (0,125 mm–0,75 mm).
3. Papier-/Verbund-Substrate
- Karton/Kunstdruckpapier: Für Verpackungsetiketten, Geschenkanhänger und Werbematerialien (Blindprägung oder Folienprägung).
- Leder/PU-Leder: Für Luxusartikel, Gepäck und Automobil-Innenausstattung (dekorative Prägung).
Wichtige Vorteile der Prägung
- Haptische und visuelle Premium-Qualität: 3D-erhabene/vertiefte Elemente erzeugen ein einzigartiges haptisches Gefühl und visuelle Tiefe – deutlich hochwertiger als flache Druck- oder Gravurverfahren und damit eine Aufwertung des Markenwerts.
- Dauerhaft und robust: Geprägte Elemente entstehen durch Verformung des Substrats, nicht durch Oberflächenbeschichtung – beständig gegen Abnutzung, Kratzer, Ausbleichen und chemische Korrosion; kein Abblättern oder Absplittern im Laufe der Zeit.
- Keine Tinte erforderlich (Blindprägung): Bei der Blindprägung wird die natürliche Struktur des Substrats für Kontrast genutzt – ideal für Umgebungen, in denen Tinte verblassen oder abblättern könnte (z. B. im Außenbereich, in der Industrie oder bei hoher Beanspruchung).
- Hohe Produktionsleistung: Ein einziger Presszyklus, keine Nachhärtung oder Nachbearbeitung erforderlich – geeignet für die Massenfertigung in hohen Stückzahlen (10.000+ Einheiten) mit konsistenter Qualität.
- Vielseitigkeit: Kombinierbar mit Heißprägung, Druck oder Beschichtung für individuelle Effekte; unterstützt sowohl kleine, feine Schriftzüge als auch große, komplexe Muster.
- Kostengünstig bei hohen Stückzahlen: Sobald die Prägestempel hergestellt sind, ist die Stückkostenproduktion bei großen Losgrößen äußerst gering.
Einschränkungen und Konstruktionsaspekte
- Die Kosten: Individuelle männliche/weibliche Stanzwerkzeuge verursachen einmalige Herstellungskosten – sie sind daher bei kleinen Losgrößen (< 500 Einheiten) weniger wirtschaftlich.
- Einschränkungen hinsichtlich Merkmale: Feine Schrift (unter 8 Pt) oder mikroskopische Muster können bei tiefer Prägeung an Detailgenauigkeit verlieren; Lasergravur eignet sich besser für extrem feine Strukturen.
- Einschränkungen hinsichtlich des Substrats: Harte, spröde Substrate (z. B. dickes gehärtetes Glas, starre Keramik) können nicht geprägt werden; es sind weiche, formbare Materialien erforderlich.
- Drucksteuerung: Zu hoher Druck kann zum Reißen, Zerreißen oder Verziehen des Substrats führen; zu geringer Druck erzeugt flache, unscharfe geprägte Strukturen.
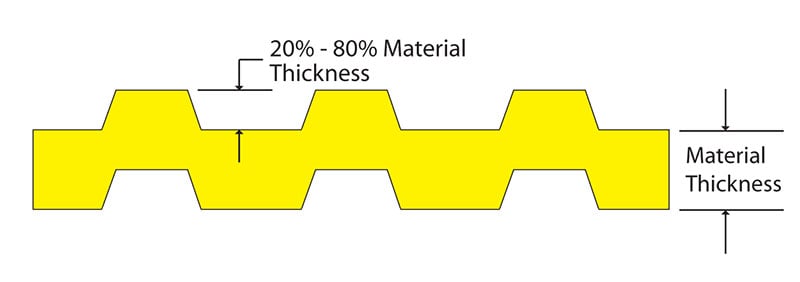
Konstruktionsrichtlinie: Die Höhe der Prägestruktur sollte 10–30 % der Substratdicke betragen (z. B. 0,002–0,006 Zoll Höhe bei einer Aluminiumdicke von 0,020 Zoll).
Typische Anwendungen
- Industrielle Kennzeichnung: Metall-Schilder für Geräte, Asset-Tags, Typenschilder, Beschriftungen für elektrische Schaltanlagen (Prägung auf Aluminium/Edelstahl).
- Marken- und Produktbranding: High-End-Produktschilder (Elektronik, Luxusgüter), Verpackungsbeschriftungen, Geschenkboxen (folierte Prägung + Heißprägung).
- Automobil- & Luftfahrtindustrie: Prägung für Interieurverkleidungen, Kennzeichnungsschilder für Komponenten, Armaturenbrettbeschriftungen.
- Dekorativ und werblich: Gedenktafeln, Trophäen, Geschenkanhänger, Lederwaren, Werbeartikel (blinde/folierte Prägung).
- Selbstklebende Etiketten: Selbstklebende geprägte Metall-/Kunststoff-Etiketten für die einfache Montage an Maschinen, Möbeln und elektronischen Geräten.

