Что такое тиснение?
Тиснение является холодный формовочный процесс создающий рельефные (тиснёные) или углублённые (деформированные) трёхмерные узоры, текст, логотипы или текстуры на поверхности основы с помощью пары согласованных штампов — мужского (верхнего) и женского (нижнего) — без удаления или добавления материала . В отличие от гравировки (удаление материала) или печати (нанесение материала), тиснение изменяет форму основы за счёт механического давления, формируя тактильно ощутимые и долговечные трёхмерные элементы, интегрированные непосредственно в сам материал. Этот процесс широко применяется для металла, пластика, бумаги и композитных материалов в целях брендинга, идентификации и декоративного оформления и ценится за премиальный тактильный эффект и длительный срок службы.
Ключевые термины в тиснении
- Эмбоссирование: Рельефные трёхмерные элементы на поверхности основы (наиболее распространённый тип).
- Углубленное тиснение: Углублённые трёхмерные элементы (обратный вариант тиснения, также называемый интальго-прессованием).
- Слепое тиснение: Тиснение/рельефное тиснение без использования краски или фольги — контраст достигается за счёт текстуры основы и отражения света.
- Фольгированное тиснение (горячее тиснение + рельефное тиснение): Сочетание рельефного тиснения с горячим тиснением фольгой, при котором металлическая или цветная фольга переносится на выступающие участки поверхности для усиления визуального контраста.
- Регистровое тиснение: Точная совмещённость рельефных элементов с печатной графикой, текстом или кромками вырубки (критически важно для фирменных табличек и этикеток).
- Мужская/женская штампы: Согласованные металлические формы (обычно стальные или латунные), где мужской штамп имеет выступающие элементы, а женский — соответствующие углубления.
Основной процесс тиснения (пошагово)
Процесс тиснения полностью механический и не требует применения химикатов или нагрева (за исключением случаев комбинирования с горячим тиснением); он завершается за один цикл прессования, что обеспечивает высокую эффективность.
1. Проектирование и изготовление штампа
- Преобразование графических элементов (текста, логотипов, узоров) в 3D-векторные файлы, проектирование геометрии мужского и женского штампов (включая высоту элементов, углы и радиусы).
- Изготовление штампов из закалённой стали (для крупносерийного производства) или латуни (для мелких партий и прототипов) с помощью фрезерования на станках с ЧПУ, лазерной резки или электроэрозионной обработки (ЭРО).
-
Полировка поверхностей штампов для обеспечения гладких, заусенец-свободных тиснёных элементов на заготовке.
2. Подготовка заготовки
- Режут заготовку (металлический лист, пластиковая плёнка, картон) до требуемых размеров и формы; обеспечивают плоскостность (отсутствие коробления) для равномерного распределения давления.
- Для деликатных заготовок (тонкий алюминий, мягкий пластик) наносят небольшое количество разделительного состава или предварительно нагревают (при низкой температуре, <100 °C), чтобы предотвратить растрескивание или разрыв.
3. Установка и центровка штампов
- Устанавливают мужской штамп на верхнюю плиту и женский штамп — на нижнюю плиту пресса для тиснения (гидравлического, механического или пневматического).
- Точно совместите штампы, чтобы выступающие элементы идеально вошли в соответствующие углубления (без перекоса или смещения).
4. Тиснение
- Подайте подготовленную основу между согласованными штампами.
- Приложите контролируемое механическое давление (5–50 тонн, в зависимости от материала основы, её толщины и глубины тиснения) к штампам.
- Основа деформируется под действием давления и принимает форму штампов, образуя постоянные объёмные (выступающие/углублённые) трёхмерные элементы.
- Для фольгированного тиснения: интегрируйте в пресс рулон фольги для горячего тиснения; фольга нагревается и переносится на тиснёную поверхность одновременно с приложением давления.
5. Отделка и послепечатная обработка
- Извлеките тиснёную основу из пресса; удалите излишки материала или выполните вырубку по индивидуальным контурам (круглым, прямоугольным, произвольным).
- Для металлических основ: при необходимости — зачистка заусенцев, полировка или нанесение покрытия (прозрачный лак, УФ-защитное покрытие) для повышения долговечности.
-
Для самоклеящихся этикеток: нанесите клейкий слой (PSA) и защитную подложку на обратную сторону для удобства монтажа.
Распространённые основы для тиснения
1. Металлические основы (наиболее широко используются для промышленных табличек)
- Алюминий: Мягкие, пластичные и экономически выгодные — идеальны для тиснения; анодированный алюминий обеспечивает коррозионную стойкость и возможность окрашивания.
- Латунь/медь: Премиальное металлическое покрытие, отличная детализация тиснения, подходит для высококачественных табличек и декоративных досок.
- Нержавеющая сталь (304/316): Более твёрдые, требуют повышенного давления; применяются для тяжёлых промышленных табличек с повышенной прочностью.
- Сплав цинка: Легко формуются в литейной форме, идеальны для глубокого тиснения и сложных трёхмерных узоров.
Типичная толщина: 0,010–0,060 дюйма (0,25–1,5 мм) (более тонкие основы — для поверхностного тиснения; более толстые — для глубоких трёхмерных элементов).
2. Пластиковые основы
- АБС/ПВХ: Жесткий, но гибкий, легко тиснится — подходит для этикеток на панелях управления и табличек с названиями электронных устройств.
- Поликарбонат (PC): Ударопрочный, стойкий к ультрафиолетовому излучению — идеален для пластиковых табличек наружного применения.
- Полиэстер (ПЭТ): Тонкий, гибкий, термостойкий — используется для самоклеящихся рельефных этикеток и накладок.
Типичная толщина: 0,005–0,030 дюйма (0,125–0,75 мм).
3. Бумажные и композитные основы
- Картон / художественная бумага: Для этикеток на упаковке, бирок-подарков и рекламных материалов (тиснение без фольги или с фольгой).
- Кожа / искусственная кожа (PU): Для изделий премиум-класса, чемоданов и отделки салона автомобилей (декоративное тиснение).
Ключевые преимущества тиснения
- Тактильная и визуальная премиальность: объемные выступающие/вдавленные элементы в 3D создают уникальное тактильное ощущение и визуальную глубину — значительно более премиальный эффект по сравнению с плоской печатью или гравировкой, что повышает ценность бренда.
- Постоянство и долговечность: Рельефные элементы формируются за счет деформации основного материала, а не нанесения поверхностного покрытия — устойчивы к износу, царапинам, выцветанию и химической коррозии; со временем не отслаиваются и не крошатся.
- Без использования краски (слепое тиснение): Слепое тиснение использует естественную текстуру основного материала для создания контраста, что делает его идеальным для условий, где краска может выцветать или отслаиваться (наружное применение, промышленные среды, участки с высокой интенсивностью эксплуатации).
- Высокая производительность: Один цикл прессования, без последующей полимеризации или обработки — подходит для серийного массового производства (10 000+ единиц) с постоянным качеством.
- Универсальность: Совместимо с горячим тиснением, печатью или нанесением покрытий для достижения индивидуальных эффектов; позволяет воспроизводить как мелкий шрифт, так и крупные сложные узоры.
- Экономически эффективно при большом объеме: После изготовления штампов себестоимость единицы продукции при крупносерийном производстве становится чрезвычайно низкой.
Ограничения и соображения проектирования
- Стоимость штампа: Изготовление индивидуальных мужских/женских штампов требует первоначальных затрат на производство — это менее экономически выгодно для небольших партий (менее 500 единиц).
- Ограничения возможностей: Мелкий текст (менее 8 пунктов) или микрорисунки могут терять чёткость при глубоком тиснении; лазерная гравировка лучше подходит для получения сверхтонких элементов.
- Ограничения по основному материалу: Твёрдые хрупкие материалы (например, толстое закалённое стекло, жёсткая керамика) не поддаются тиснению; требуются мягкие, пластичные материалы.
- Регулировка давления: Чрезмерное давление может привести к растрескиванию, разрыву или деформации основного материала; недостаточное давление даёт мелкое и размытое тиснение.
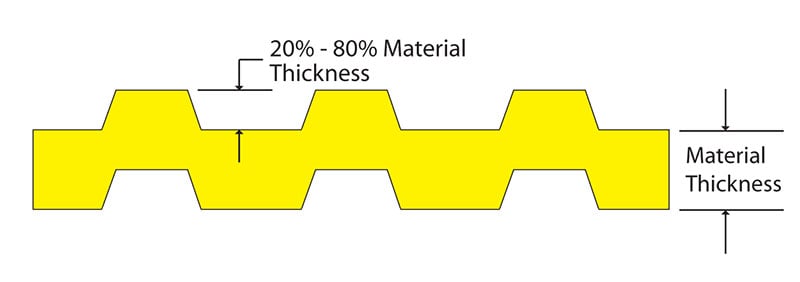
Рекомендации по проектированию: высота элемента тиснения должна составлять 10–30 % от толщины основного материала (например, высота 0,002–0,006 дюйма для алюминия толщиной 0,020 дюйма).
Типичные применения
- Промышленная идентификация: Металлические таблички для оборудования, идентификационные бирки активов, таблички с техническими характеристиками, этикетки для электрических щитов (тиснение по алюминию/нержавеющей стали).
- Брендирование и брендирование продукции: Премиальные таблички с названием продукции (электроника, товары люкс-класса), этикетки для упаковки, подарочные коробки (тиснение фольгой + горячее тиснение).
- Автомобильная и аэрокосмическая промышленность: Тиснение элементов интерьера, таблички для идентификации компонентов, этикетки на приборную панель.
- Декоративное и рекламное применение: Памятные доски, кубки, бирки для подарков, изделия из кожи, рекламная продукция (слепое/фольгированное тиснение).
- Самоклеящиеся этикетки: Самоклеящиеся тиснёные металлические/пластиковые этикетки для удобного монтажа на станках, мебели и электронных устройствах.

