Czym jest tłoczenie wytłaczane?
Wybrukowanie jest zimny proces kształtowania który tworzy wypukłe (wytłaczane) lub wklęsłe (wpuszczane) trójwymiarowe wzory, tekst, logotypy lub tekstury na powierzchni podłoża przy użyciu zestawu dopasowanych matryc – górnej (męskiej) i dolnej (żeńskiej) – bez usuwania ani dodawania materiału . W przeciwieństwie do frezowania (procesu ubytkowego) lub drukowania (procesu dodatkowego), tłoczenie wytłaczane zmienia kształt podłoża poprzez ciśnienie mechaniczne, tworząc wyczuwalne dotykiem i trwałe cechy trójwymiarowe, które są integralną częścią samego materiału. Proces ten jest szeroko stosowany w przypadku podłoży metalowych, plastycznych, papierowych oraz kompozytowych w zastosowaniach związanych z brandingiem, identyfikacją i dekoracją; ceni się go za premium wrażenia dotykowe oraz długotrwałą wydajność.
Kluczowe terminy związane z tłoczeniem wytłaczanym
- Czcionka wypukła: Wypukłe cechy trójwymiarowe na powierzchni podłoża (najczęstszy typ).
- Wgłębienie: Wklęsłe cechy trójwymiarowe (odwrócona forma tłoczenia wytłaczanego, nazywana również tłoczeniem intaglio).
- Tłoczenie wytłaczane bezbarwne: Wytłaczanie/wgłębianie bez farby lub folii — opiera się na fakturze podłoża i odbiciu światła w celu uzyskania kontrastu.
- Wytłaczanie z folią (gorąca stemplowanie + wytłaczanie): Łączy wytłaczanie z gorącym stemplowaniem folią, w którym metalowa lub kolorowa folia jest przenoszona na wypukłą powierzchnię w celu zwiększenia kontrastu wizualnego.
- Wytłaczanie zarejestrowane: Precyzyjne dopasowanie elementów wytłaczanych do grafiki drukowanej, tekstu lub krawędzi cięcia (kluczowe przy tabliczkach z nazwą marki i etykietach).
- Matryce męskie/żeńskie: Dopasowane formy metalowe (zwykle stalowe lub mosiężne), w których matryca męska posiada wypukłe elementy, a żeńska — odpowiadające im wgłębienia.
Podstawowy proces wytłaczania (krok po kroku)
Proces wytłaczania jest całkowicie mechaniczny i nie wymaga użycia chemikaliów ani ciepła (chyba że jest łączony z gorącym stemplowaniem); kończy się w jednym cyklu prasowania, zapewniając wysoką wydajność.
1. Projektowanie i wykonanie matrycy
- Przekształcenie grafiki (tekstu, logo, wzorów) w pliki wektorowe 3D oraz zaprojektowanie geometrii matrycy męskiej/żeńskiej (w tym wysokości cech, kąta i promienia zaokrąglenia).
- Wykonanie matryc ze stali hartowanej (dla produkcji masowej) lub mosiądzu (dla krótkich serii/prototypów) metodą frezowania CNC, cięcia laserowego lub EDM (obróbki elektroerozyjnej).
-
Polerowanie powierzchni matryc w celu zapewnienia gładkich, pozbawionych wyprasek cech wypukłych na podłożu.
2. Przygotowanie podłoża
- Pokrój podłoże (arkusz metalowy, folia plastyczna, karton papierowy) do wymaganych rozmiaru i kształtu; zapewnij płaskość (brak wygięć), aby uzyskać jednolite nacisk.
- Dla delikatnych podłoży (cienkie aluminium, miękki plastik) zastosuj lekki środek zwalniający lub nagrzewaj wstępnie (w niskiej temperaturze, <100 °C), aby zapobiec pękaniu lub rozrywaniu.
3. Montaż i pozycjonowanie matryc
- Zamontuj matrycę męską na górnej płytce prasującej oraz matrycę żeńską na dolnej płytce prasującej prasy wypukłej (hydraulicznej, mechanicznej lub pneumatycznej).
- Dokładnie wyrównaj matryce, aby zapewnić idealne dopasowanie elementów męskich do gniazd żeńskich (bez niedopasowania ani przesunięcia).
4. Tłoczenie reliefowe
- Wprowadź przygotowany podkład pomiędzy dopasowanymi matrycami.
- Zastosuj kontrolowane ciśnienie mechaniczne (5–50 ton, w zależności od materiału podkładu, jego grubości oraz głębokości tłoczenia reliefowego) do matryc.
- Podkład ulega odkształceniu pod wpływem ciśnienia i przyjmuje kształt matrycy, tworząc trwałe wypukłe/wklęsłe cechy 3D.
- W przypadku tłoczenia z folią: Zintegruj rolkę folii do gorącego stemplowania z prasą; folia jest nagrzewana i przenoszona na powierzchnię tłoczoną w trakcie działania ciśnienia.
5. Wykańczanie i obróbka końcowa
- Wyjmij tłoczony podkład z prasy; usuń nadmiar materiału lub wykonaj wycinkę nożem matrycowym w niestandardowych kształtach (okrągły, prostokątny, nieregularny).
- W przypadku podkładów metalowych: opcjonalne usuwanie wyprasek, polerowanie lub nanoszenie powłoki (bezbarwny lakier, środek ochronny przed promieniowaniem UV) w celu zwiększenia trwałości.
-
W przypadku etykiet samoprzylepnych: zastosuj klej samoprzylepny (PSA) oraz ochronną warstwę podkładową z tyłu, aby ułatwić montaż.
Popularne podłoża do tłoczenia
1. Podłoża metalowe (najczęściej stosowane w przemysłowych tabliczkach identyfikacyjnych)
- Aluminium: Miękkie, plastyczne i opłacalne — idealne do tłoczenia; anodowane aluminium zapewnia odporność na korozję oraz możliwość wyboru koloru.
- Mosiądz/miedź: Wysokiej klasy wykończenie metaliczne, doskonała jakość tłoczenia szczegółów, odpowiednie dla wysokiej klasy tabliczek identyfikacyjnych oraz ozdobnych tablic.
- Stal nierdzewna (304/316): Twardsze, wymagają wyższego ciśnienia; stosowane w ciężkich przemysłowych tabliczkach identyfikacyjnych o wyjątkowej trwałości.
- Stop cynku: Do odlewania, idealne do głębokiego tłoczenia oraz złożonych wzorów 3D.
Typowa grubość: 0,010″–0,060″ (0,25 mm–1,5 mm) (cieńsze podłoża do płytkiego tłoczenia; grubsze do głębokich cech 3D).
2. Podłoża plastyczne
- ABS/PVC: Sztywny, ale elastyczny, łatwy do tłoczenia — nadaje się do etykiet paneli sterowania i tabliczek znamionowych urządzeń elektronicznych.
- Poliwęglan (PC): Odporny na uderzenia, stabilizowany wobec promieni UV — idealny do plastikowych tabliczek znamionowych stosowanych na zewnątrz.
- Poliestr (PET): Cienki, elastyczny, odporny na wysokie temperatury — stosowany do samoprzylepnych etykiet i nakładek tłoczonych.
Typowa grubość: 0,005–0,030 cala (0,125–0,75 mm).
3. Podłoża papierowe/kompozytowe
- Karton / papier artystyczny: Do etykiet opakowaniowych, znaczników prezentowych oraz materiałów promocyjnych (tłoczenie ślepe lub foliowe).
- Skóra / skórzana imitacja (PU): Do wyrobów luksusowych, bagażu oraz wykończenia wnętrza pojazdów samochodowych (tłoczenie dekoracyjne).
Główne zalety tłoczenia
- Wrażenia dotykowe i wizualne wysokiej klasy: trójwymiarowe wypukłe/wklęsłe elementy tworzą wyjątkowe wrażenia dotykowe i głębię wizualną — znacznie bardziej luksusowe niż płaskie drukowanie lub grawerowanie, co zwiększa wartość marki.
- Trwałość i odporność: Elementy tłoczone powstają w wyniku odkształcenia podłoża, a nie przez nałożenie warstwy powierzchniowej — są odporne na zużycie, zadrapania, wyblakanie oraz korozję chemiczną; nie odpryskują i nie łuszczą się w czasie.
- Bez użycia farby (tłoczenie ślepe): Tłoczenie ślepe wykorzystuje naturalną fakturę podłoża do uzyskania kontrastu, co czyni je idealnym rozwiązaniem dla środowisk, w których farba może wyblaknąć lub się odpryskiwać (zastosowania zewnętrzne, przemysłowe, o dużym stopniu zużycia).
- Wysoka wydajność produkcji: Jedna cykliczna operacja tłoczenia, bez konieczności dodatkowego utwardzania lub obróbki końcowej — nadaje się do masowej produkcji wysokogatunkowej (powyżej 10 000 sztuk) przy zachowaniu stałej jakości.
- Wszechstronność: Możliwość łączenia z tłoczeniem folii, drukiem lub powłokami w celu uzyskania efektów niestandardowych; umożliwia reprodukcję zarówno drobnych, szczegółowych napisów, jak i dużych, złożonych wzorów.
- Opłacalność przy dużej skali produkcji: Po wytworzeniu matryc koszt jednostkowy produkcji jest bardzo niski przy dużych partiach.
Ograniczenia i uwagi projektowe
- Koszt matrycy: Niesterowane matryce męskie/żeńskie wiążą się z początkowymi kosztami produkcji — są mniej opłacalne przy małych partiach (mniej niż 500 sztuk).
- Ograniczenia funkcjonalne: Drobnopismo (poniżej 8 pkt) lub mikro-wzory mogą utracić szczegółowość przy głębokim wytłaczaniu; grawerowanie laserowe jest lepszym rozwiązaniem dla ekstremalnie drobnych cech.
- Ograniczenia podłoża: Twarde i kruche podłoża (np. grube szkło hartowane, sztywne ceramika) nie nadają się do wytłaczania; wymagane są miękkie i plastyczne materiały.
- Kontrola ciśnienia: Zbyt duże ciśnienie może spowodować pęknięcie, rozdartie lub odkształcenie podłoża; zbyt małe ciśnienie powoduje płytkie i rozmyte wytłoczone cechy.
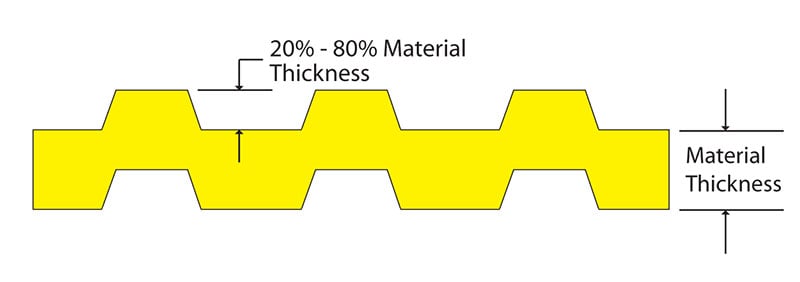
Wytyczna projektowa: Wysokość wytłoczonej cechy powinna wynosić 10–30% grubości podłoża (np. wysokość 0,002–0,006 cala dla aluminiowego podłoża o grubości 0,020 cala).
Typowe zastosowania
- Identyfikacja przemysłowa: Metalowe tabliczki z nazwą dla sprzętu, znaczniki aktywów, tabliczki znamionowe, etykiety do paneli elektrycznych (wytłaczanie na aluminium/nierdzewnej stali).
- Marka i branding produktu: Wysokiej klasy tabliczki z nazwą produktu (elektronika, towary luksusowe), etykiety opakowaniowe, pudełka prezentowe (wytłaczanie foliowe + gorące stemplowanie).
- Motoryzacja i lotnictwo: Wytłaczanie elementów wykończenia wnętrza, tabliczki identyfikacyjne komponentów, etykiety na desce rozdzielczej.
- Zastosowania dekoracyjne i promocyjne: Tablice pamiątkowe, trofea, etykiety prezentowe, wyroby skórzane, artykuły promocyjne (wytłaczanie ślepe / foliowe).
- Etykiety samoprzylepne: Samoprzylepne wytłaczane etykiety metalowe/plastikowe do łatwej instalacji na maszynach, meblach i urządzeniach elektronicznych.

