Qu'est-ce que l'impression sérigraphique ?
Impression en sérigraphie (aussi appelée impression par pochoir ou sérigraphie) est une technique polyvalente procédé d'impression par pochoir qui transfère de l'encre sur un substrat (métal, plastique, papier, tissu, etc.) à travers une toile poreuse munie d'un pochoir découpé. Une raclette est utilisée pour faire passer l'encre sur la toile, et celle-ci ne traverse que les zones ouvertes du pochoir afin de former les graphismes, le texte ou les logos souhaités à la surface du substrat. Contrairement à l'impression numérique (jet d'encre/laser), l'impression sérigraphique dépose une couche d'encre épaisse et opaque présentant une excellente adhérence et une saturation chromatique élevée, ce qui en fait un procédé incontournable pour l'étiquetage industriel, le marquage produit et la fabrication de plaques signalétiques personnalisées — notamment pour les commandes en grande quantité et les applications en environnement sévère.
Composants essentiels de l'impression sérigraphique
1. La toile de la plaque (base d'impression)
-
Une toile tissée en polyester (la plus courante) , en nylon ou en acier inoxydable, tendue avec précision sur un cadre en aluminium ou en bois.
-
Nombre de mailles : Le nombre de fils par pouce (TPI) ou par centimètre (TPM), déterminant l'épaisseur du dépôt d'encre et la résolution des détails :
-
Faible nombre de mailles (60–150 TPI) : Couche d’encre plus épaisse, idéale pour les graphismes audacieux, les gros caractères et les substrats texturés (par exemple plaques métalliques, plastiques rugueux).
-
Fort nombre de mailles (200–400 TPI) : Couche d’encre plus fine, haute résolution adaptée aux petits caractères, aux logos réduits et aux substrats lisses (par exemple films plastiques, surimpressions en polyester).
-
Une maille en acier inoxydable est utilisée avec des encres abrasives (par exemple céramique, métallique) ou dans les applications d’impression à forte usure.
2. Pochoir (le gabarit du motif)
-
Une émulsion, un film ou une colle durcissables par UV qui bloquent l’encre dans les zones hors image, laissant ouvertes les zones du pochoir permettant le passage de l’encre (correspondant aux graphismes souhaités).
-
Méthodes de fabrication du pochoir :
-
Émulsion photopolymère (la plus courante) : Appliquer l’émulsion photosensible sur le cadre, l’exposer à la lumière UV à travers un film positif (graphismes noirs sur fond transparent), développer l’émulsion non exposée, puis sécher — ce qui donne un pochoir précis et durable, adapté à une utilisation répétée.
-
Pochoir découpé : Film adhésif découpé selon le motif souhaité et appliqué sur l’écran ; adapté aux petites séries, aux graphismes simples et aux prototypes rapides.
3. Raclette
-
Lame en caoutchouc (caoutchouc naturel, caoutchouc synthétique ou polyuréthane) à bord plat ou biseauté, utilisée pour exercer une pression uniforme et faire passer l’encre à travers le pochoir de l’écran.
-
Dureté : Mesuré selon l’échelle Shore A ; 60–70 Shore A pour l’impression générale, 70–85 Shore A pour les substrats rigides (métal, plastique rigide) et 50–60 Shore A pour les substrats souples ou flexibles (vinyle, tissu).
-
L’impression automatisée utilise des raclettes motorisées pour assurer une pression constante ; l’impression manuelle repose sur le contrôle manuel de la pression.
4. Encre d’impression
-
Formulée spécifiquement pour certains substrats et applications, avec des propriétés clés telles que l’adhérence, l’opacité, la résistance chimique et la résistance aux UV. Types d’encres courants pour l’impression d’étiquettes ou de plaques signalétiques :
-
Encre plastisol : Opacité élevée, excellente adhérence sur plastique/métal, résistante aux rayures — idéale pour les plaques signalétiques industrielles et les décalcomanies en vinyle.
-
Encre durcissable aux UV : Durcit instantanément sous lumière UV, zéro COV, haute résistance chimique et aux rayures — adapté à une production à haut volume et respectueuse de l’environnement.
-
Encre à base de solvant : Adhérence forte sur les substrats non poreux (métal, verre, polycarbonate), bonne tenue en extérieur — utilisée pour l’étiquetage industriel et extérieur.
-
Encre à base d’eau : Écologique, faible odeur — adaptée aux substrats poreux (papier, carton) et aux applications en intérieur.
-
Encre métallisée / brillante : Poudre d’aluminium ou pigment ajouté pour obtenir des effets métallisés (or/argent) ou un brillant élevé — utilisée pour le marquage haut de gamme et l’impression décorative.
5. Substrat (matériau imprimé)
-
La sérigraphie est compatible avec presque tous les substrats rigides et flexibles utilisés pour les étiquettes et les plaques signalétiques, y compris métaux (aluminium, acier inoxydable, laiton), plastiques (PVC, ABS, PC, PET), autocollants en vinyle/polyester, papier/carton rigide et verre/céramique.
-
Les supports nécessitent un prétraitement (dégraissage, traitement par effet corona ou application d’un apprêt) afin d’améliorer l’adhérence de l’encre — une étape critique pour les supports non poreux (métaux, plastiques).
Procédure d’impression sérigraphique (étape par étape)
Ce procédé est évolutif : il peut passer de l’impression manuelle (petites séries/prototypes) à une impression entièrement automatisée en continu (roll-to-roll) ou sur table plane (production de masse à grande échelle) ; les étapes fondamentales restent identiques quelle que soit la méthode utilisée :
1. Préparation des motifs
-
Créer les graphismes/textes sous forme de fichiers vectoriels (AI, EPS, DXF) avec des contours nets ; éviter les lignes extrêmement fines (< 0,1 mm) pour garantir une qualité d’impression optimale (ajuster en fonction du nombre de mailles du tamis).
-
Imprimer un positif film haute résolution (graphismes noirs opaques sur film transparent) destiné à l’exposition du pochoir — base essentielle d’un pochoir précis.
2. Fabrication de l’écran et du pochoir
-
Tendre soigneusement le maillage sélectionné sur un châssis et le fixer solidement ; nettoyer le maillage afin d’éliminer toute poussière ou graisse pour assurer une meilleure adhérence de l’émulsion.
-
Enduire la maille d'une émulsion photopolymère et la faire sécher à l'air dans un environnement sombre (l'émulsion est sensible à la lumière).
-
Placer le film positif sur l'écran enduit et l'exposer à une lumière UV ; l'émulsion située sous les graphismes noirs reste non exposée (soluble), tandis que le reste polymérise et durcit (bloquant ainsi l'encre).
-
Révéler l'écran en le rinçant à l'eau afin de dissoudre l'émulsion non exposée, ce qui met en évidence le motif du pochoir ; sécher complètement l'écran avant l'impression.
3. Prétraitement du substrat
-
Découper le substrat aux dimensions et à la forme requises ; veiller à sa planéité (absence de déformation) pour assurer un transfert d'encre uniforme.
-
Prétraiter les substrats non poreux : dégraisser les métaux ou plastiques à l’alcool afin d’éliminer les huiles et les poussières ; appliquer un traitement Corona sur les films plastiques afin d’augmenter leur tension superficielle (améliorant ainsi l’adhérence de l’encre).
4. Mise en place et alignement de l’écran
-
Monter l’écran préparé sur la presse à imprimer (plateforme fixe pour les substrats rigides, système en continu pour les autocollants ou étiquettes souples).
-
Positionnez le substrat sous l'écran et alignez le motif du pochoir avec le substrat (alignement enregistré) — étape critique pour l'impression multicolore (chaque couleur nécessite un écran séparé, précisément aligné).
5. Application de l'encre et impression
-
Déposez une petite quantité d'encre sur le haut de l'écran (au-dessus du pochoir).
-
Utilisez une raclette pour faire glisser l'encre sur l'écran avec une pression uniforme ; l'encre traverse les zones ouvertes du pochoir et se dépose à la surface du substrat.
-
Soulevez l'écran (détachement de l'écran — un petit espace entre l'écran et le substrat empêche l'encrassement du pochoir) afin de révéler l'image imprimée.
-
Pour l'impression multicolore : répétez le procédé avec un écran/pochoir séparé pour chaque couleur, en assurant un alignement précis à chaque couche.
6. Durcissement/séchage de l'encre
-
Durcissez ou sèchez l'encre imprimée afin d'assurer son adhérence et sa durabilité — la méthode dépend du type d'encre :
-
Encre durcissable par UV : durcissement instantané sous lampe LED UV ou lampe de durcissement (10 à 60 secondes).
-
Encre plastisol / à base de solvant : séchage à l'air (30 minutes à 24 heures) ou cuisson thermique (100–150 °C pendant 5–15 minutes) pour un séchage accéléré.
-
Encre à base d'eau : séchage à l'air ou cuisson à basse température (60–80 °C).
7. Post-traitement et finition
-
Découper le substrat imprimé selon des formes sur mesure (découpe à l'emporte-pièce) et éliminer les matériaux excédentaires ; ébavurer les plaques métalliques pour obtenir un bord net.
-
Traitements post-impression facultatifs : appliquer un vernis transparent ou un film de laminage pour une protection renforcée contre les rayures et les rayons UV ; ajouter un adhésif sensible à la pression (PSA) au dos pour des étiquettes ou des décalcomanies auto-adhésives ; percer des trous de fixation pour les plaques signalétiques industrielles.
Principaux avantages de l'impression sérigraphique
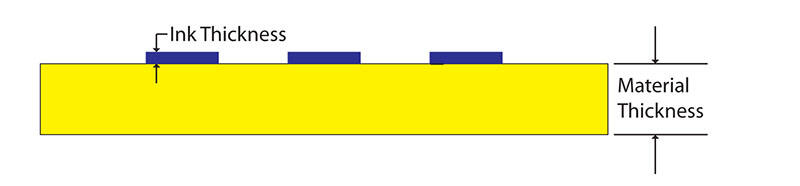
1. Couche d'encre épaisse et opaque : Dépose 10 à 100 fois plus d'encre que l'impression numérique, offrant des couleurs vives et à fort contraste ainsi qu'une excellente opacité — même sur des substrats sombres ou texturés (par exemple, plaques métalliques noires).
2. Adhérence et tenue supérieures : L'encre pénètre les surfaces du substrat (ou adhère fortement aux substrats non poreux après un traitement préalable), offrant une résistance exceptionnelle aux rayures, aux produits chimiques et aux UV — idéal pour les applications extérieures, industrielles et à forte usure.
3. Rentabilité à haut volume : Une fois les écrans ou pochoirs réalisés, le coût d’impression par unité est extrêmement faible pour les tirages en grande quantité (10 000 unités ou plus) — bien plus économique que l’impression numérique pour la production de masse.
4. Compatibilité polyvalente des encres et des substrats : Compatible avec des encres spécialisées (métalliques, phosphorescentes, céramiques) et presque tous les substrats (métaux, plastiques, tissus, verre) ; prend en charge des formulations d’encres personnalisées répondant à des besoins d’application spécifiques.
5. Pochoirs longue durée : Les pochoirs en photopolymère durables peuvent être réutilisés des centaines à des milliers de fois — idéaux pour les commandes répétées et la constance de la qualité.
6. Finition personnalisable : Permet d’obtenir des effets uniques (métallique, brillant, mat, texturé) que l’impression numérique ne saurait reproduire ; des couches d’encre épaisses peuvent créer un léger effet tactile 3D, renforçant l’attrait de la marque.
Limitations et considérations relatives à la conception / production
1. Coût de mise en place pour de petites séries : La fabrication des écrans ou pochoirs implique des coûts initiaux ; elle n’est pas économiquement viable pour de petites séries (moins de 100 unités) — l’impression numérique constitue un meilleur choix pour les prototypes ou les commandes courtes.
2. Complexité liée aux impressions multicolores : Chaque couleur nécessite un écran séparé et un alignement précis ; l’impression multicolore augmente le temps de préparation, le coût et le risque de désalignement (erreurs d’ajustement).
3. Limitations relatives aux détails : Elle n’est pas adaptée aux textes très fins (taille inférieure à 6 points) ni aux motifs microscopiques (largeur de ligne inférieure à 0,1 mm) — l’utilisation de mailles très fines peut améliorer la précision des détails, mais réduit l’épaisseur et l’opacité de l’encre ; l’impression laser ou numérique est supérieure pour les détails fins.
4. Main-d’œuvre manuelle pour les petites séries : L’impression manuelle repose sur la compétence de l’opérateur pour contrôler la pression et l’alignement, ce qui peut entraîner de légères variations de qualité ; une impression automatisée est requise pour une production à grande échelle constante.
5. Usure des écrans : Les encres abrasives ou les substrats rugueux peuvent user progressivement les mailles/les pochoirs au fil du temps, ce qui nécessite leur remplacement pour les impressions longues.
Ligne directrice en conception : Pour des résultats optimaux, utilisez des traits d’épaisseur ≥ 0,15 mm, des caractères de taille ≥ 8 pt et évitez les espaces minuscules entre les éléments graphiques ; adaptez le niveau de détail du motif à la densité de la trame sélectionnée (plus la densité est élevée, plus le détail est fin).
Applications typiques des étiquettes et des plaques signalétiques
-
Identification industrielle : Plaques signalétiques métalliques imprimées par sérigraphie (en aluminium ou en acier inoxydable), étiquettes d’identification des équipements, étiquettes de panneaux électriques, plaques de caractéristiques (encres solvantaires ou durcissables par UV pour une résistance aux produits chimiques et aux rayons UV).
-
Décalcomanies et autocollants sur mesure : Décalcomanies auto-adhésives en vinyle ou en polyester destinées aux machines, aux meubles, aux équipements électroniques et aux véhicules automobiles (encres en pâte plastisol pour une forte résistance aux rayures).
-
Surfaces graphiques et panneaux de commande : Plastique (PC/PET) les superpositions graphiques pour équipements industriels, appareils électroménagers et dispositifs électroniques (encre durcissable aux UV pour une grande durabilité et un caractère écologique).
-
Marquage haut de gamme : Impression sérigraphique métallisée/lustrée sur plaques signalétiques en laiton ou en acier inoxydable, destinées aux produits de luxe, à l’électronique et aux intérieurs automobiles (renforcement de la perception du caractère premium de la marque).
-
Étiquetage et signalisation extérieurs : Marqueurs pour équipements extérieurs, étiquettes pour mobilier urbain, étiquettes pour équipements marins (encre solvantée résistante aux UV pour une utilisation extérieure durable).
- Promotionnel et décoratif : Étiquettes cadeaux en papier/carton, autocollants promotionnels et plaques décoratives (encres à base d’eau ou métallisées pour des effets personnalisés).

