¿Qué es la impresión serigráfica?
Impresión serigráfica (también denominada serigrafía o silk screen) es un versátil proceso de impresión basado en plantillas que transfiere tinta sobre un sustrato (metal, plástico, papel, tejido, etc.) mediante una malla porosa con una plantilla tallada. Se utiliza una rasqueta para empujar la tinta a través de la malla, y esta solo pasa por las áreas abiertas de la plantilla para formar los gráficos, textos o logotipos deseados sobre la superficie del sustrato. A diferencia de la impresión digital (inyección de tinta/láser), la serigrafía deposita una capa gruesa y opaca de tinta con excelente adherencia y saturación cromática, lo que la convierte en una técnica fundamental para etiquetado industrial, marcaje de productos y producción de placas identificativas personalizadas, especialmente en pedidos de gran volumen y aplicaciones en entornos agresivos.
Componentes principales de la serigrafía
1. Malla de impresión (base de impresión)
-
Una malla tejida fabricada en poliéster (la más común) , nailon o acero inoxidable, estirada firmemente sobre un bastidor de aluminio o madera.
-
Conteo de malla: El número de hilos por pulgada (TPI) o por centímetro (TPM), que determina el espesor de la capa de tinta depositada y la resolución de los detalles:
-
Baja densidad de malla (60–150 hilos/pulgada): Capa de tinta más gruesa, ideal para gráficos en negrita, texto grande y sustratos texturizados (por ejemplo, placas metálicas, plástico rugoso).
-
Alta densidad de malla (200–400 hilos/pulgada): Capa de tinta más fina, alta resolución para texto fino, logotipos pequeños y sustratos lisos (por ejemplo, películas plásticas, sobrecapas de poliéster).
-
La malla de acero inoxidable se utiliza con tintas abrasivas (por ejemplo, cerámicas o metálicas) o en aplicaciones de impresión de alto desgaste.
2. Esténcil (plantilla del patrón)
-
Una emulsión, película o adhesivo curable por UV que bloquea la tinta en las áreas sin imagen, dejando abiertas las zonas del esténcil para el paso de la tinta (coincidentes con los gráficos deseados).
-
Métodos de fabricación del esténcil:
-
Emulsión fotopolimérica (la más común): Aplicar la emulsión fotosensible sobre la malla, exponerla a luz UV mediante una película positiva (gráficos negros sobre fondo transparente), revelar la emulsión no expuesta y secarla, creando así un esténcil preciso y duradero para uso repetido.
-
Plantilla de película cortada: Película adhesiva cortada en el patrón deseado y aplicada sobre la pantalla; adecuada para tiradas pequeñas, gráficos sencillos y prototipado rápido.
3. Rasqueta
-
Una cuchilla de goma (goma natural, goma sintética o poliuretano) con borde plano o biselado, utilizada para aplicar presión uniforme y empujar la tinta a través de la plantilla de la pantalla.
-
Dureza: Medida en escala Shore A; 60–70 Shore A para impresión general, 70–85 Shore A para sustratos duros (metal, plástico rígido) y 50–60 Shore A para sustratos blandos o flexibles (vinilo, tejido).
-
La impresión automatizada utiliza rasquetas motorizadas para garantizar una presión constante; la impresión manual depende del control de la presión ejercida manualmente.
4. Tinta de impresión
-
Formulada específicamente para distintos sustratos y aplicaciones, con propiedades clave como adherencia, opacidad, resistencia química y resistencia a los rayos UV. Tipos comunes de tinta para impresión de etiquetas y placas identificativas:
-
Tinta plastisol: Alta opacidad, excelente adherencia a plástico y metal, resistente a arañazos; ideal para placas identificativas industriales y calcomanías de vinilo.
-
Tinta curable por UV: Se cura instantáneamente bajo luz UV, sin COV, alta resistencia química y a rayaduras; adecuada para producción en volumen y respetuosa con el medio ambiente.
-
Tinta base disolvente: Adherencia fuerte a sustratos no porosos (metal, vidrio, policarbonato), buena durabilidad exterior; utilizada para etiquetado industrial y al aire libre.
-
Tinta base agua: Ecológica, de bajo olor; adecuada para sustratos porosos (papel, cartulina) y aplicaciones interiores.
-
Tinta metálica/brillante: Contiene polvo de aluminio o pigmentos para lograr efectos metálicos (oro/plata) o alto brillo; utilizada en impresión decorativa y para marcas premium.
5. Sustrato (material impreso)
-
La serigrafía es compatible con casi todos los sustratos rígidos y flexibles empleados en etiquetas y placas identificativas, incluidos metal (aluminio, acero inoxidable, latón), plástico (PVC, ABS, PC, PET), adhesivos de vinilo/poliéster, papel/cartulina y vidrio/cerámica.
-
Los sustratos requieren un pretratamiento (desengrase, tratamiento por corona o imprimación) para mejorar la adherencia de la tinta, lo cual es fundamental en sustratos no porosos (metal, plástico).
Proceso de serigrafía (paso a paso)
El proceso es escalable, desde la impresión manual (pequeñas tiradas/prototipos) hasta la impresión totalmente automatizada en continuo (roll-to-roll) o sobre superficies planas (producción en masa a gran volumen); los pasos fundamentales son los mismos para todos los métodos:
1. Preparación de la ilustración
-
Diseñar gráficos/texto como archivos vectoriales (AI, EPS, DXF) con bordes nítidos; evitar líneas extremadamente finas (<0,1 mm) para garantizar una calidad óptima de impresión (ajustar según el recuento de malla).
-
Imprimir un positivo en película de alta resolución (gráficos opacos en negro sobre película transparente) para la exposición de la plantilla: la base de una plantilla precisa.
2. Fabricación de la pantalla y la plantilla
-
Estirar cuidadosamente la malla seleccionada sobre un bastidor y fijarla; limpiar la malla para eliminar polvo y grasa, con el fin de mejorar la adherencia de la emulsión.
-
Recubra la malla con emulsión fotopolímera y seque al aire en un ambiente oscuro (la emulsión es sensible a la luz).
-
Coloque el positivo de película sobre la pantalla recubierta y exponga a luz UV; la emulsión situada debajo de los gráficos negros permanece no expuesta (soluble), mientras que el resto se cura y endurece (bloqueo de tinta).
-
Revele la pantalla mediante enjuague con agua para disolver la emulsión no expuesta, revelando así el patrón de plantilla; seque completamente la pantalla antes de la impresión.
3. Pretratamiento del sustrato
-
Corte el sustrato al tamaño y forma requeridos; asegure su planicidad (sin deformaciones) para una transferencia uniforme de tinta.
-
Pretrate los sustratos no porosos: desengrase metales/plásticos con alcohol para eliminar aceites y polvo; aplique tratamiento de corona a películas plásticas para aumentar la tensión superficial (mejora la adherencia de la tinta).
4. Configuración y alineación de la pantalla
-
Monte la pantalla preparada en la prensa de impresión (plana para sustratos rígidos, de rollo a rollo para calcomanías/etiquetas flexibles).
-
Coloque el sustrato debajo de la pantalla y alinee el patrón de la plantilla con el sustrato (alineación registrada), lo cual es fundamental para la impresión a varios colores (cada color requiere una pantalla separada, alineada con precisión).
5. Aplicación de tinta e impresión
-
Coloque una pequeña cantidad de tinta en la parte superior de la pantalla (por encima de la plantilla).
-
Utilice una rasqueta para desplazar la tinta sobre la pantalla ejerciendo una presión uniforme; la tinta atraviesa las áreas abiertas de la plantilla y se deposita sobre la superficie del sustrato.
-
Levante la pantalla (desconexión de la pantalla: se mantiene un pequeño espacio entre la pantalla y el sustrato para evitar que la plantilla se emborroné) y revele así la imagen impresa.
-
Para la impresión a varios colores: repita el proceso con una pantalla/plantilla separada para cada color, asegurando una alineación precisa en cada capa.
6. Curado/secado de la tinta
-
Curar o secar la tinta impresa para garantizar su adherencia y durabilidad; el método depende del tipo de tinta:
-
Tinta curable por UV: cure de forma instantánea bajo una lámpara LED UV o de curado (10–60 segundos).
-
Tinta Plastisol/a base de disolvente: Secado al aire (30 minutos–24 horas) o curado térmico (100–150 °C durante 5–15 minutos) para acelerar el secado.
-
Tinta a base de agua: Secado al aire o curado a baja temperatura (60–80 °C).
7. Postprocesamiento y acabado
-
Recortar el sustrato impreso en formas personalizadas (troquelado) y eliminar el material sobrante; eliminar rebabas en placas metálicas para lograr un borde limpio.
-
Tratamientos posteriores opcionales: aplicar un recubrimiento transparente/laminado para mayor protección contra rayaduras y radiación UV; añadir adhesivo sensible a la presión (PSA) en la parte trasera para etiquetas/calcomanías autoadhesivas; perforar orificios de montaje para placas industriales.
Principales ventajas de la impresión serigráfica
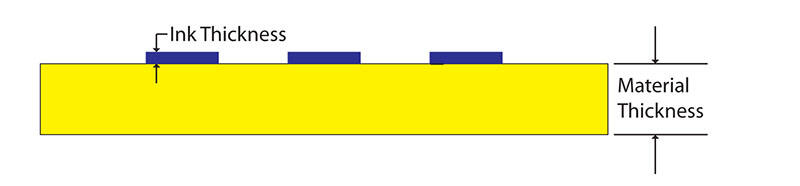
1. Capa gruesa y opaca de tinta: Deposita 10–100 veces más tinta que la impresión digital, ofreciendo colores vibrantes y de alto contraste, así como una excelente cobertura, incluso sobre sustratos oscuros o texturizados (por ejemplo, placas metálicas negras).
2. Adherencia y durabilidad superiores: La tinta penetra las superficies del sustrato (o se adhiere firmemente a sustratos no porosos tras un tratamiento previo), lo que proporciona una resistencia excepcional a los arañazos, productos químicos y radiación UV: ideal para aplicaciones al aire libre, industriales y de alto desgaste.
3. Rentabilidad para volúmenes elevados: Una vez fabricadas las pantallas/esténciles, el costo de impresión por unidad es extremadamente bajo en tiradas de gran volumen (10 000 unidades o más), resultando mucho más económico que la impresión digital para la producción en masa.
4. Versatilidad en compatibilidad de tintas y sustratos: Funciona con tintas especializadas (metálicas, fosforescentes, cerámicas) y prácticamente con todos los sustratos (metal, plástico, tejido, vidrio); admite formulaciones personalizadas de tinta para necesidades específicas de aplicación.
5. Esténciles de larga duración: Los esténciles de fotopolímero resistentes pueden reutilizarse cientos o incluso miles de veces, lo que los hace ideales para pedidos repetidos y calidad constante.
6. Acabado personalizable: Permite lograr efectos únicos (metálicos, brillantes, mates, texturizados) que la impresión digital no puede igualar; capas gruesas de tinta pueden crear un ligero efecto táctil tridimensional que potencia el atractivo de la marca.
Limitaciones y consideraciones de diseño/producción
1. Coste de configuración para tiradas pequeñas: La fabricación de pantallas/plantillas implica costes iniciales; no es rentable para tiradas pequeñas (<100 unidades); la impresión digital es una opción más adecuada para prototipos o pedidos cortos.
2. Complejidad de impresión a varios colores: Cada color requiere una pantalla separada y una alineación precisa; la impresión a varios colores incrementa el tiempo y el coste de configuración, así como el riesgo de desalineación (errores de registro).
3. Limitaciones de detalle: No es ideal para textos extremadamente finos (<6 pt) ni para micro patrones (<0,1 mm de ancho de línea); aunque un recuento elevado de malla puede mejorar el nivel de detalle, reduce el espesor/opacidad de la tinta; la impresión láser o digital es superior para detalles finos.
4. Mano de obra manual para tiradas pequeñas: La impresión manual depende de la habilidad del operario para controlar la presión y la alineación, lo que puede provocar ligeras variaciones en la calidad; para una producción en volumen elevado y constante, se requiere impresión automatizada.
5. Desgaste de la pantalla: Las tintas abrasivas o los sustratos rugosos pueden desgastar la malla/esténciles con el tiempo, lo que requiere su sustitución en tiradas largas.
Directriz de diseño: Para obtener resultados óptimos, utilice anchos de línea ≥ 0,15 mm, texto ≥ 8 pt y evite espacios mínimos entre los gráficos; adapte el nivel de detalle del diseño al recuento de malla seleccionado (recuento más alto = mayor detalle).
Aplicaciones típicas para etiquetas y placas identificativas
-
Identificación industrial: Placas identificativas metálicas impresas mediante serigrafía (aluminio/acero inoxidable), etiquetas de identificación de activos de equipos, etiquetas para paneles eléctricos y placas de características técnicas (tintas resistentes a disolventes o curables por UV para resistencia química y frente a la radiación UV).
-
Calcomanías y pegatinas personalizadas: Calcomanías autoadhesivas de vinilo o poliéster para maquinaria, muebles, electrónica y automoción (tinta plastisol para alta resistencia a los arañazos).
-
Superposiciones gráficas y paneles de control: Plástico (PC/PET) superposiciones gráficas para equipos industriales, electrodomésticos y dispositivos electrónicos (tinta curable por UV para mayor durabilidad y respeto al medio ambiente).
-
Marca de gama alta: Impresión serigráfica metálica/brillante sobre placas identificativas de latón o acero inoxidable para productos de lujo, electrónica y interiores automotrices (refuerzo de la percepción de premium de la marca).
-
Etiquetado y señalización para exteriores: Marcadores para uso exterior, etiquetas para mobiliario urbano y placas identificativas para equipos marinos (tinta solvente resistente a los rayos UV para uso exterior prolongado).
- Promocional y decorativo: Etiquetas para regalos en papel o cartulina, pegatinas promocionales y placas decorativas (tinta al agua o metálica para efectos personalizados).

