Hva er silkskjermtrykk?
Silketrykk (også kalt skjermetrykk eller serigrafi) er en alsidig stensilbasert trykkprosess som overfører farge til et underlag (metall, plast, papir, tekstil osv.) gjennom et porøst nett med en hugget stensil. En rakel brukes til å presse fargen over nettet, og fargen passerer kun gjennom de åpne områdene i stensilen for å danne ønskede grafikk-, tekst- eller logomotiver på overflaten av underlaget. I motsetning til digitalt trykk (inkjet/laser) legger silkscreen-trykk en tykk, dekkende fargelag med utmerket adhesjon og fargetetthet, noe som gjør det til en standardmetode for industriell merking, produktmerking og produksjon av egendefinerte navneskilt – spesielt for bestillinger i store mengder og applikasjoner i harde miljøer.
Kjernekomponenter i silkscreen-trykk
1. Nett (trykkbasen)
-
Et vevd nett laget av polyester (mest vanlig) , nylon eller rustfritt stål, strukket stramt over en aluminiums- eller treramme.
-
Masketetthet: Antallet tråder per tomme (TPI) eller per centimeter (TPM), som bestemmer tykkelsen på fargelaget og oppløsningsnivået for detaljer:
-
Lav masketelling (60–150 TPI): Tykkere inksjikt, ideell for kraftige grafiske elementer, store tekster og strukturerte underlag (f.eks. metallplater, ru plast).
-
Høy masketelling (200–400 TPI): Tynnere inksjikt, høy oppløsning for fine tekster, små logoer og glatte underlag (f.eks. plastfilm, polyesteroverflater).
-
Rustfritt stålmesh brukes for abrasive inkter (f.eks. keramiske, metalliske) eller trykkapplikasjoner med høy slitasje.
2. Stensil (mønstermalen)
-
En UV-härdbar emulsjon, film eller lim som blokkerer inken i ikke-bildeområdene og lar åpne stensilområder stå igjen for inkgjennomgang (i overensstemmelse med ønsket grafikk).
-
Metoder for fremstilling av stensil:
-
Fotopolymereksemulsjon (mest vanlig): Påfør emulsjon følsom for UV-lys på skjermbrettet, eksponer ved hjelp av en film med positivt bilde (svarte grafiske elementer på gjennomsiktig film), utvikl den uutsette emulsjonen og tørk—og oppnå et nøyaktig og slitesterkt stensil til gjentatt bruk.
-
Skjærefil-stensil: Klebefilm skåret til ønsket mønster og påført på silkskjermen; egnet for små opplag, enkle grafiske design og rask prototyping.
3. Rakel
-
En gummikant (naturlig gummi, syntetisk gummi eller polyuretan) med flat eller vinklet kant, brukt til å påføre jevn trykk og presse farge gjennom silkskjermstensilet.
-
Hårdhet: Målt i Shore A; 60–70 Shore A for generell trykking, 70–85 Shore A for harde underlag (metall, stive plastmaterialer) og 50–60 Shore A for myke/fleksible underlag (vinyl, tekstil).
-
Automatisert trykking bruker motoriserte rakler for konsekvent trykk; manuell trykking avhenger av trykkkontroll med hånden.
4. Trykkefarge
-
Formulert for spesifikke underlag og anvendelser, med viktige egenskaper som festegenskaper, dekkehetsgrad, kjemisk motstandsdyktighet og UV-motstandsdyktighet. Vanlige fargetyper for etikett-/navneskilt-trykking:
-
Plastisol-farge: Høy dekkehetsgrad, utmerket fest til plast/metall, slitesterk – ideell for industrielle navneskilt og vinyldekaler.
-
UV-hårdbar blekk: Härder umiddelbart under UV-lys, ingen VOC-utslipp, høy kjemisk/skrapemotstand – egnet for høyvolumproduksjon og miljøvennlig fremstilling.
-
Løsningsmiddelbasert blekk: Sterk heft på ikke-porøse underlag (metall, glass, PC), god utendørs holdbarhet – brukes til industriell etikettering og utendørsmerking.
-
Vannbasert blekk: Miljøvennlig, lav lukt – egnet for porøse underlag (papir, papp) og innendørs applikasjoner.
-
Metallisk/glanseblekk: Aluminiumspulver eller pigment tilsatt for metalliske effekter (gull/sølv) eller høyglans – brukes til high-end-brandede produkter og dekorativ trykking.
5. Underlag (materiale som trykkes på)
-
Silketrykk er kompatibelt med nesten alle stive og fleksible underlag som brukes til etiketter og navneskilt, inkludert metall (aluminium, rustfritt stål, messing), plast (PVC, ABS, PC, PET), vinyl/polyester-avmerkinger, papir/kartong og glass/keramikk.
-
Underlag må forbehandles (fettfjerning, koronabehandling eller grunnlagsbehandling) for å forbedre fargestoffets hefting – noe som er avgjørende for ikke-porøse underlag (metall, plast).
Silkskjermskriftprosess (trinnvis)
Prosessen er skalerbar fra manuell håndtrykking (små opplag/prototyper) til fullt automatisert rulle-til-rulle- eller flatbordsutskrift (høyvolum masseproduksjon); de grunnleggende trinnene er like for alle metoder:
1. Forberedelse av grafikk
-
Lag grafikk/tekst som vektorfiler (AI, EPS, DXF) med skarpe kanter; unngå ekstremt tynne linjer (<0,1 mm) for optimal utskriftskvalitet (juster etter masketelling).
-
Skriv ut en høyoppløselig filmpositiv (svarte, ugyennomsiktige grafikk på gjennomsiktig film) for eksponering av stensilen – grunnlaget for en nøyaktig stensil.
2. Fremstilling av skjerm og stensil
-
Stramm den valgte masken stramt over et ramme og fest den; rens masken for støv/olje for bedre hefting av emulsjon.
-
Belegg nettet med fotopolymere emulsjon og tørk i luft i et mørkt miljø (emulsjonen er lysfølsom).
-
Plasser filmpositivet på det belagte skjermet og eksponer for UV-lys; emulsjonen under de svarte grafikkene forblir ueksponert (løselig), mens resten herdes hardt (stopp for blekk).
-
Utvikle skjermet ved å skylle med vann for å oppløse ueksponert emulsjon og avdekke stensilpatternet; tørk skjermet fullstendig før trykk.
3. Forbehandling av underlag
-
Kutt underlaget til ønsket størrelse og form; sørg for flat overflate (ingen deformasjon) for jevn blekkoverføring.
-
Forbehandl ikke-porøse underlag: fjern fett og støv fra metall/plast med alkohol; bruk koronabehandling på plastfolier for å øke overflatespenningen (forbedrer blekkfest).
4. Skjerminnstilling og justering
-
Monter det forberedte skjermet på trykkpressen (flatbord for stive underlag, rulle-til-rulle for fleksible dekaler/etiketter).
-
Plasser substratet under skjermen og juster stensilpatternet med substratet (registrert justering) — avgjørende for flerfarget trykk (hver farge krever en separat skjerm, nøyaktig justert).
5. Inkjeksjon og trykk
-
Plasser en liten mengde maling på toppen av skjermen (over stensilet).
-
Bruk en rakel til å trekke malingen over skjermen med jevn trykkkraft; malingen passerer gjennom de åpne områdene i stensilet og deponeres på substratets overflate.
-
Løft skjermen (skjerm uten kontakt – en liten avstand mellom skjerm og substrat forhindrer utsmudging av stensilet) for å avdekke det trykte bildet.
-
For flerfarget trykk: gjenta prosessen med en separat skjerm/stensil for hver farge, med nøyaktig justering for hver lag.
6. Hærding/tørking av maling
-
Hærd eller tørk den trykte malingen for å sikre god hefting og holdbarhet — metoden avhenger av malingstype:
-
UV-hærdbar maling: Hærd umiddelbart under UV-LED-/hærdelampe (10–60 sekunder).
-
Plastisol-/løsningsbasert blekk: Lufttørking (30 minutter–24 timer) eller varmeharding (100–150 °C i 5–15 minutter) for raskere tørking.
-
Vannbasert blekk: Lufttørking eller lavtemperaturhårding (60–80 °C).
7. Etterbehandling og ferdigstilling
-
Klipp ut det trykte underlaget til egendefinerte former (stansing) og fjern overskytende materiale; avrund metallnavneskilt for å oppnå en ren kant.
-
Valgfrie etterbehandlinger: påfør et gjennomsiktig overdekkslag/laminat for ekstra beskyttelse mot skraper og UV-stråling; legg til trykkfølsom lim (PSA) på baksiden for selvklebende etiketter/dekaler; borer monteringshull for industrielle navneskilt.
Nøkkelfordeler med silkskjermetrykk
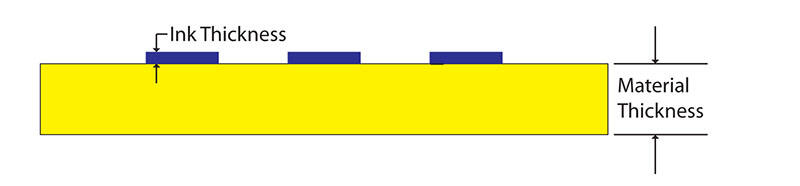
1. Tykk, dekkende blekklag: Depositerer 10–100 ganger mer blekk enn digitalt trykk, noe som gir levende, kontrastrike farger og fremragende dekningsgrad – også på mørke eller strukturerte underlag (f.eks. svarte metallplater).
2. Overlegen heftkraft og holdbarhet: Blekken trenger inn i underlagets overflate (eller binder seg tett til ikke-porøse underlag med forbehandling) for utmerket motstand mot skraper, kjemikalier og UV-stråling – ideelt for utendørs-, industrielle- og høybelastede anvendelser.
3. Kostnadseffektivitet ved høy volumproduksjon: Når silkskjermene/stensilene først er fremstilt, er kostnaden per enhet ekstremt lav ved produksjon i store mengder (10 000+ enheter) – langt mer økonomisk enn digital trykking ved masseproduksjon.
4. Mangfoldig kompatibilitet med blekk og underlag: Fungerer med spesialblekker (metalliske, lysende i mørket, keramiske) og nesten alle typer underlag (metall, plast, tekstil, glass); støtter tilpassede blekkformuleringer for spesifikke anvendelsesbehov.
5. Langvarige stensiler: Holdbare fotopolymerstensiler kan gjenbrukes hundrevis til tusenvis av ganger – ideelt for gjentatte bestillinger og konsekvent kvalitet.
6. Tilpassbar overflatefinish: Oppnår unike effekter (metallisk, blank, matt, strukturert) som digital trykking ikke kan matche; tykke blekklag kan skape en svak 3D-taktil effekt for økt merkevareattraktivitet.
Begrensninger og hensyn til design og produksjon
1. Oppstartskostnader for små serier: Lagring av silkskjerm/silikonstensil medfører oppstartskostnader; det er ikke økonomisk fornuftig for små serier (mindre enn 100 enheter) – digital trykking er et bedre valg for prototyper eller korte bestillinger.
2. Kompleksitet ved flerfargetrykk: Hver farge krever en egen skjerm og nøyaktig justering; flerfargetrykk øker oppsettid, kostnader og risikoen for feiljustering (registreringsfeil).
3. Begrensninger i detaljnivå: Ikke egnet for svært fine tekster (mindre enn 6 pt) eller mikromønstre (mindre enn 0,1 mm linjebredde) – høyere masktall kan forbedre detaljnivået, men reduserer tykkelsen/opakheten til inken; laser- eller digitaltrykk er overlegen for fine detaljer.
4. Manuelt arbeid ved små serier: Manuell trykking avhenger av operatørens ferdigheter når det gjelder trykk- og justeringskontroll, noe som kan føre til små kvalitetsvariasjoner; automatisk trykking er nødvendig for konsekvent produksjon i store volumer.
5. Slitasje på skjerm: Slipende farger eller ru underlag kan med tiden slite ned nettet/skjermbildene, noe som krever utskifting ved lange oppløp.
Designveiledning: For optimale resultater, bruk linjebredder på ≥0,15 mm, tekst på ≥8 pt og unngå små mellomrom mellom grafikk—tilpass detaljnivået i motivet til det valgte nettantallet (høyere antall = finere detaljer).
Typiske anvendelser for etiketter og navneskilt
-
Industriell identifisering: Silketrykte metallnavneskilt (aluminium/stainless stål), utstyrsaktiveringsmerker, skilte for elektriske paneler og typeplater (løsningsmiddel- eller UV-härdbar farge for kjemisk/UV-bestandighet).
-
Tilpassede dekals og klistermerker: Selvklebende dekals av vinyl/polyester for maskineri, møbler, elektronikk og bilindustri (plastisol-farge for høy skrapsbestandighet).
-
Grafiske overlager og kontrollpaneler: Plast (PC/PET) grafiske overlayers for industriell utstyr, hjemmeapparater og elektroniske enheter (UV-hårdbar blekk for holdbarhet og miljøvennlighet).
-
High-end-merkevarebygging: Metallisk/gloss-silkskjermdrukking på messing/stainlessstål-skilt for luksusvarer, elektronikk og bilinteriør (forbedret merkevarepremie-følelse).
-
Utendørs merking og skilting: Utendørs bruksmerker, skilt for gatenaturutstyr og merkelapper for marin utstyr (UV-bestandig løsningsbasert blekk for langvarig utendørs bruk).
- Promosjonell og dekorativ bruk: Papir-/papp-gaveetiketter, promosjonelle klistermerker og dekorative skilt (vannbasert/metallic blekk for tilpassede effekter).

