Was ist Siebdruck?
Druckereien (auch als Screen Printing oder Serigraphie bezeichnet) ist ein vielseitiges schablonendruckverfahren bei dem Tinte über ein poröses Maschennetz mit einer geschnittenen Schablone auf ein Substrat (Metall, Kunststoff, Papier, Gewebe usw.) übertragen wird. Ein Rakel wird verwendet, um die Tinte über das Netz zu führen; die Tinte durchdringt dabei ausschließlich die offenen Bereiche der Schablone und bildet so die gewünschten Grafiken, Texte oder Logos auf der Oberfläche des Substrats. Im Gegensatz zum Digitaldruck (Tintenstrahl/Laser) erzeugt der Siebdruck eine dicke, deckende Tinktschicht mit hervorragender Haftung und Farbsättigung und ist daher Standard bei industriellen Kennzeichnungen, Produktbranding und der Herstellung individueller Typenschilder – insbesondere bei Großaufträgen und Anwendungen unter rauen Umgebungsbedingungen.
Kernkomponenten des Siebdrucks
1. Siebmasche (die Druckbasis)
-
Eine gewebte Masche aus polyester (am gebräuchlichsten) , Nylon oder Edelstahl, die straff über einen Aluminium- oder Holzrahmen gespannt ist.
-
Maschenanzahl: Die Anzahl der Fäden pro Zoll (TPI) oder pro Zentimeter (TPM) bestimmt die Dicke der Tintenauftragsschicht und die Detailauflösung:
-
Niedrige Maschenanzahl (60–150 TPI): Dickere Farbschicht, ideal für kräftige Grafiken, große Schriftzüge und strukturierte Substrate (z. B. Metallplatten, raues Kunststoffmaterial).
-
Hohe Maschenanzahl (200–400 TPI): Dünnere Farbschicht, hohe Auflösung für feine Schriftzüge, kleine Logos und glatte Substrate (z. B. Kunststofffolien, Polyester-Overlay).
-
Edelstahlmaschen werden für abrasive Farben (z. B. keramische oder metallische Farben) oder hochbeanspruchte Druckanwendungen verwendet.
2. Schablone (die Mustervorlage)
-
Eine UV-härtbare Emulsion, Folie oder Klebstoffmasse, die die Farbe in den nicht abbildenden Bereichen blockiert und offene Schablonenbereiche für den Farbdurchtritt freilässt (entsprechend der gewünschten Grafik).
-
Schablonenherstellungsverfahren:
-
Photopolymer-Emulsion (am gebräuchlichsten): Die Siebfläche wird mit einer lichtempfindlichen Emulsion beschichtet, mittels einer Filmpositivvorlage (schwarze Grafik auf transparentem Film) UV-bestrahlt, die nicht belichtete Emulsion wird entwickelt und anschließend getrocknet – wodurch eine präzise, dauerhafte Schablone für wiederholten Einsatz entsteht.
-
Schneidefolien-Schablone: Klebefolie, die in das gewünschte Muster geschnitten und auf den Siebdruckrahmen aufgebracht wird; geeignet für kleine Auflagen, einfache Grafiken und schnelles Prototyping.
3. Rakel
-
Eine Gummiklinge (aus Naturkautschuk, synthetischem Kautschuk oder Polyurethan) mit einer geraden oder abgewinkelten Kante, die zum Aufbringen gleichmäßigen Drucks und zum Durchdrücken der Farbe durch die Siebdruckschablone verwendet wird.
-
Härte: Gemessen in Shore-A-Härte; 60–70 Shore A für allgemeine Druckanwendungen, 70–85 Shore A für harte Substrate (Metall, starre Kunststoffe) und 50–60 Shore A für weiche/flexible Substrate (Vinyl, Gewebe).
-
Bei automatisiertem Druck werden motorbetriebene Rakeln für konstanten Druck eingesetzt; beim manuellen Druck erfolgt die Druckkraftkontrolle durch Handdruck.
4. Druckfarbe
-
Speziell für bestimmte Substrate und Anwendungen formuliert; wesentliche Eigenschaften sind Haftung, Deckkraft, Chemikalienbeständigkeit und UV-Beständigkeit. Gängige Farbtypen für Etiketten- und Typenschilderdruck:
-
Plastisol-Farbe: Hohe Deckkraft, ausgezeichnete Haftung auf Kunststoff und Metall, kratzfest – ideal für industrielle Typenschilder und Vinyl-Aufkleber.
-
UV-härtbare Tinte: Härtet sofort unter UV-Licht aus, enthält keine VOCs und weist eine hohe chemische sowie kratzfeste Beständigkeit auf – geeignet für die umweltfreundliche Massenproduktion.
-
Lösungsmittelbasierte Tinte: Starke Haftung auf nichtporösen Substraten (Metall, Glas, PC) sowie gute Witterungsbeständigkeit im Außenbereich – wird für industrielle und außenliegende Etiketten verwendet.
-
Wasserbasierte Tinte: Umweltfreundlich und geruchsarm – geeignet für poröse Substrate (Papier, Karton) sowie Anwendungen im Innenbereich.
-
Metallic-/Glanz-Tinte: Enthält Aluminium-Pulver oder Pigmente für metallic (Gold/Silber) oder hochglänzende Effekte – wird für hochwertige Markenbildung und dekoratives Drucken eingesetzt.
5. Substrat (bedrucktes Material)
-
Siebdruck ist mit nahezu allen starren und flexiblen Substraten kompatibel, die für Etiketten und Typenschilder verwendet werden, darunter metall (Aluminium, Edelstahl, Messing), Kunststoff (PVC, ABS, PC, PET), Vinyl-/Polyester-Aufkleber, Papier/Karton und Glas/Keramik.
-
Untergründe erfordern eine Vorbehandlung (Entfettung, Corona-Behandlung oder Grundierung), um die Tintenhaftung zu verbessern – dies ist besonders wichtig bei nichtporösen Untergründen (Metall, Kunststoff).
Siebdruckverfahren (Schritt-für-Schritt)
Das Verfahren ist skalierbar – von manuellem Handdruck (kleine Auflagen/Prototypen) bis hin zum vollautomatischen Rollen-zu-Rollen- oder Flachbett-Druck (serienmäßige Massenproduktion); die Kernschritte sind bei allen Methoden identisch:
1. Gestaltung der Druckvorlage
-
Gestalten Sie Grafiken/Texte als Vektor-Dateien (AI, EPS, DXF) mit sauberen Kanten; vermeiden Sie extrem feine Linien (<0,1 mm) für optimale Druckqualität (Anpassung an die Maschenanzahl erforderlich).
-
Erstellen Sie einen hochauflösenden Filmpositiv (schwarze, deckende Grafiken auf transparentem Film) für die Schablonenbelichtung – die Grundlage einer präzisen Schablone.
2. Herstellung des Siebs und der Schablone
-
Spannen Sie das ausgewählte Gewebe fest über einen Rahmen und sichern Sie es; reinigen Sie das Gewebe von Staub und Öl, um eine bessere Haftung der Emulsion zu gewährleisten.
-
Beschichten Sie das Gewebe mit lichtempfindlicher Photopolymer-Emulsion und trocknen Sie es lufttrocken in einer dunklen Umgebung (die Emulsion ist lichtempfindlich).
-
Legen Sie die Filmpositivvorlage auf das beschichtete Sieb und belichten Sie sie mit UV-Licht; die Emulsion unter den schwarzen Grafiken bleibt unbelichtet (löslich), während der Rest aushärtet (tintensperrend).
-
Entwickeln Sie das Sieb durch Ausspülen mit Wasser, um die unbelichtete Emulsion aufzulösen und das Schablonenmuster freizulegen; trocknen Sie das Sieb vollständig für den Druck.
3. Vorbehandlung des Substrats
-
Schneiden Sie das Substrat auf die erforderliche Größe und Form zu; stellen Sie eine gleichmäßige Flachheit sicher (keine Verzugswarpen), um einen einheitlichen Farbübertrag zu gewährleisten.
-
Führen Sie bei nichtporösen Substraten eine Vorbehandlung durch: Entfetten Sie Metall/Kunststoff mit Alkohol, um Öl/Staub zu entfernen; wenden Sie bei Kunststofffolien eine Corona-Behandlung an, um die Oberflächenspannung zu erhöhen (verbessert die Farbhaftung).
4. Siebmontage und Ausrichtung
-
Montieren Sie das vorbereitete Sieb auf die Druckmaschine (Flachbettmaschine für starre Substrate, Rollen-zu-Rollen-Maschine für flexible Aufkleber/Etiketten).
-
Positionieren Sie das Substrat unter dem Sieb und richten Sie das Schablonenmuster mit dem Substrat aus (registrierte Ausrichtung) – dies ist entscheidend für den Mehrfarbendruck (jede Farbe erfordert ein separates Sieb, das präzise ausgerichtet werden muss).
5. Farbauftrag und Druck
-
Geben Sie eine kleine Menge Farbe auf die Oberseite des Siebs (oberhalb der Schablone).
-
Verwenden Sie einen Rakel, um die Farbe mit gleichmäßigem Druck über das Sieb zu führen; die Farbe durchdringt die offenen Bereiche der Schablone und wird auf der Oberfläche des Substrats abgesetzt.
-
Heben Sie das Sieb an („off-contact“-Position – ein kleiner Spalt zwischen Sieb und Substrat verhindert das Verwischen der Schablone), um das gedruckte Motiv freizulegen.
-
Beim Mehrfarbendruck: Wiederholen Sie den Vorgang mit einem separaten Sieb/Schablone für jede Farbe und stellen Sie bei jeder Farbschicht eine präzise Ausrichtung sicher.
6. Farbhärtung/Trocknung
-
Härten oder trocknen Sie die gedruckte Farbe, um Haftung und Beständigkeit sicherzustellen – das Verfahren hängt vom Farbtyp ab:
-
UV-härtbare Farbe: Soforthärtung unter UV-LED-/Härtlampen (10–60 Sekunden).
-
Plastisol-/Lösungsmittelbasierte Tinte: Lufttrocknung (30 Minuten–24 Stunden) oder Heißaushärtung (100–150 °C für 5–15 Minuten) zur beschleunigten Trocknung.
-
Wasserbasierte Tinte: Lufttrocknung oder Aushärtung bei niedriger Temperatur (60–80 °C).
7. Nachbearbeitung und Veredelung
-
Schneiden Sie das bedruckte Substrat auf kundenspezifische Formen zu (Stanzung) und entfernen Sie überschüssiges Material; entgraten Sie Metall-Schilder für eine saubere Kante.
-
Optionale Nachbehandlungen: Aufbringen einer klaren Überzugsschicht/Laminatschicht zum zusätzlichen Schutz vor Kratzern und UV-Strahlung; Auftragen eines druckempfindlichen Klebstoffs (PSA) auf die Rückseite für selbstklebende Etiketten/Aufkleber; Stanzen von Montagelöchern für industrielle Schilder.
Wesentliche Vorteile des Siebdrucks
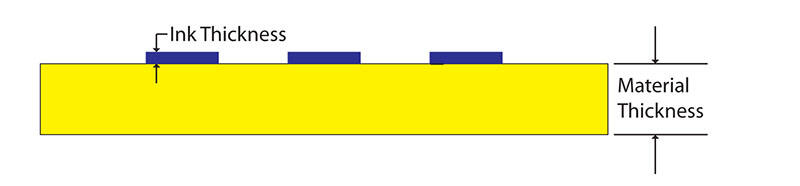
1. Dickes, deckendes Tintenlager: Trägt 10–100-mal mehr Tinte auf als der Digitaldruck und liefert lebendige, kontrastreiche Farben sowie hervorragende Deckkraft – selbst auf dunklen oder strukturierten Substraten (z. B. schwarzen Metallplatten).
2. Hervorragende Haftung und Beständigkeit: Die Tinte dringt in die Oberflächen des Substrats ein (bzw. haftet nach Vorbehandlung fest auf nichtporösen Substraten) und bietet außergewöhnliche Beständigkeit gegen Kratzer, Chemikalien und UV-Strahlung – ideal für Außen-, Industrie- und Hochverschleißanwendungen.
3. Kosteneffizienz bei hohen Stückzahlen: Sobald Siebdruckvorlagen/Schablonen hergestellt sind, ist die Kosten pro Einheit bei Auflagen mit hoher Stückzahl (10.000+ Einheiten) äußerst gering – deutlich wirtschaftlicher als der Digitaldruck bei Massenfertigung.
4. Vielseitige Kompatibilität von Tinten und Substraten: Funktioniert mit speziellen Tinten (metallisch, Leuchttinten, keramische Tinten) sowie nahezu allen Substraten (Metall, Kunststoff, Gewebe, Glas); unterstützt maßgeschneiderte Tintenformulierungen für besondere Anwendungsanforderungen.
5. Langlebige Schablonen: Robuste Fotopolymer-Schablonen können Hunderte bis Tausende Male wiederverwendet werden – ideal für Wiederholungsbestellungen und konsistente Qualität.
6. Anpassbarer Oberflächeneffekt: Ermöglicht einzigartige Effekte (metallisch, glänzend, matt, strukturiert), die der Digitaldruck nicht erreichen kann; dicke Tintenschichten können einen leichten 3D-Haptikeffekt erzeugen, um die Markenwirkung zu verstärken.
Einschränkungen und Konstruktions-/Produktionsüberlegungen
1. Einrichtungskosten für kleine Auflagen: Die Herstellung von Siebdruckvorlagen bzw. Schablonen verursacht einmalige Kosten; sie ist daher bei kleinen Auflagen (< 100 Einheiten) nicht wirtschaftlich – der Digitaldruck ist für Prototypen oder Kurzaufträge die bessere Wahl.
2. Komplexität bei Mehrfarbendruck: Jede Farbe erfordert einen separaten Druckrahmen sowie eine präzise Ausrichtung; Mehrfarbendruck erhöht den Aufwand für die Einrichtung, die Kosten sowie das Risiko einer Fehlausrichtung (Registerfehler).
3. Detailgenauigkeitseinschränkungen: Nicht geeignet für äußerst feine Schrift (unter 6 Punkt) oder Mikromuster (unter 0,1 mm Linienbreite) – höhere Maschenzahlen können die Detailgenauigkeit verbessern, verringern jedoch die Farbschichtdicke/Deckkraft; Laser- oder Digitaldruck sind für feinste Details überlegen.
4. Manueller Arbeitsaufwand bei kleinen Auflagen: Beim manuellen Druck hängt die Druckqualität von der Geschicklichkeit des Bedieners bei der Steuerung von Druckdruck und Ausrichtung ab, was zu geringfügigen Qualitätsunterschieden führen kann; für eine konsistente Serienfertigung in hoher Stückzahl ist ein automatisierter Druck erforderlich.
5. Verschleiß der Druckvorlagen: Schleifende Tinten oder raue Substrate können das Gewebe/die Schablonen im Laufe der Zeit abnutzen, was bei langen Druckläufen einen Austausch erforderlich macht.
Gestaltungsrichtlinie: Für optimale Ergebnisse verwenden Sie Linienbreiten ≥ 0,15 mm, Schriftgrößen ≥ 8 pt und vermeiden Sie winzige Lücken zwischen Grafikelementen – passen Sie den Detailgrad der Gestaltung an die gewählte Maschenzahl an (höhere Maschenzahl = feinere Details).
Typische Anwendungen für Etiketten und Typenschilder
-
Industrielle Kennzeichnung: Siebgedruckte Metall-Typenschilder (Aluminium/Edelstahl), Geräte-Asset-Tags, Beschriftungen für elektrische Schaltschränke sowie Leistungsdatenschilder (Lösungsmittel-/UV-härtbare Tinten für chemische/UV-Beständigkeit).
-
Kundenspezifische Abziehbilder und Aufkleber: Selbstklebende Abziehbilder aus Vinyl/Polyester für Maschinen, Möbel, Elektronik und Automobilanwendungen (Plastisol-Tinte für hohe Kratzfestigkeit).
-
Grafiküberlays und Bedienfelder: Kunststoff (PC/PET) graphische Überlagerungen für Industrieanlagen, Haushaltsgeräte und elektronische Geräte (UV-härtbare Tinte für Haltbarkeit und Umweltfreundlichkeit).
-
High-End-Branding: Metallische/glänzende Siebdruckbeschriftung auf Messing-/Edelstahl-Schildern für Luxusgüter, Elektronik und Automobileinterieurs (verbessertes Premium-Gefühl der Marke).
-
Außenbeschriftung und Beschilderung: Außen-Einrichtungsmarkierungen, Beschriftungen für städtische Einrichtungsgegenstände, Kennzeichnungsschilder für maritime Ausrüstung (UV-beständige Lösungsmittelfarbe für langfristigen Außenbetrieb).
- Werbe- und Dekorationszwecke: Papier-/Karton-Geschenkanhänger, Werbeaufkleber und dekorative Plaketten (wasserbasierte/metallische Farben für individuelle Effekte).

