シルクスクリーン印刷とは?
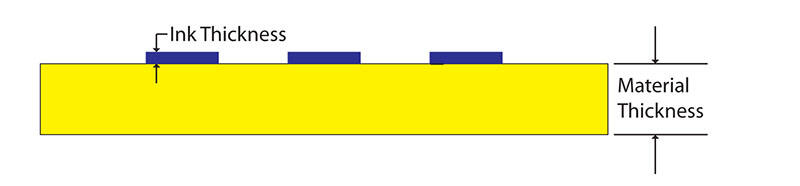
シルクスクリーン印刷 (別名:スクリーン印刷、セリグラフィー)は、多目的な ステンシル式印刷プロセス これは、彫刻されたステンシルを施した多孔性のメッシュスクリーンを介して、インクを基材(金属、プラスチック、紙、布地など)に転写する方法です。スクイジーを用いてスクリーン上をインクを押し出し、インクはステンシルの開口部のみを通って基材表面に所望のグラフィック、文字、またはロゴを形成します。デジタル印刷(インクジェット/レーザー)とは異なり、シルクスクリーン印刷では、 厚く不透明なインク層 が形成され、優れた密着性と色再現性を実現するため、産業用ラベル、製品ブランド化、カスタム名板製造において広く採用されています。特に大量生産や過酷な環境下での使用に適しています。
シルクスクリーン印刷の主要構成要素
1. スクリーンメッシュ(印刷基盤)
-
ポリエステル(最も一般的)、 ポリエステル(最も一般的) ナイロン、またはステンレス鋼で編まれたメッシュで、アルミニウムまたは木製フレームに張り込まれています。
-
メッシュ目数: 1インチ(TPI)または1センチメートル(TPM)あたりの糸目数であり、インク付着量および精細度を決定します:
-
メッシュ数が少ない(60–150 TPI): インク層が厚く、太いグラフィック、大きな文字、およびテクスチャのある基材(例:金属板、粗面プラスチック)に最適です。
-
メッシュ数が高い(200–400 TPI): インク層が薄く、細かい文字、小さなロゴ、および滑らかな基材(例:プラスチックフィルム、ポリエステルオーバーレイ)向けの高解像度印刷に適しています。
-
ステンレス鋼製メッシュは、研磨性インク(例:セラミック系、金属系)や高摩耗性の印刷用途に使用されます。
2. ステンシル(パターンテンプレート)
-
UV硬化型エマルション、フィルム、または接着剤で、非画像部をインクから遮断し、所望のグラフィックに応じてインクが通過する開口部(ステンシル部)を形成します。
-
ステンシル作成方法:
-
フォトポリマー・エマルション(最も一般的): 網版に光感受性エマルションを塗布し、フィルム正像(透明フィルム上の黒色グラフィック)を通してUV光を照射した後、未露光部のエマルションを現像・乾燥させることで、繰り返し使用可能な高精度・耐久性に優れたステンシルを作成します。
-
カットフィルムステンシル: 所望のパターンにカットされた粘着フィルムで、スクリーンに貼付して使用する。小ロット生産、シンプルなグラフィック、および迅速なプロトタイピングに適している。
3. スクイジー
-
ゴム製の刃(天然ゴム、合成ゴム、またはポリウレタン製)で、平らまたは角度をつけたエッジを持ち、均一な圧力を加えながらインクをスクリーンのステンシルを通して押し出すために使用する。
-
硬度: ショアA硬度で測定される。一般印刷には60–70ショアA、硬質基材(金属、硬質プラスチック)には70–85ショアA、軟質/可撓性基材(ビニール、布地)には50–60ショアAが用いられる。
-
自動印刷ではモーター駆動式スクイジーを用いて一定の圧力を確保するが、手動印刷では作業者の手による圧力制御に依存する。
4. 印刷インク
-
特定の基材および用途に合わせて配合されており、密着性、不透明度、耐薬品性、耐紫外線性などの主要な特性を持つ。ラベル/ネームプレート印刷で一般的なインクの種類:
-
プラスチゾルインク: 高い不透明度とプラスチック/金属への優れた密着性、耐傷性を備えており、産業用ネームプレートおよびビニールデカールに最適である。
-
UV硬化型インク: UV光下で瞬時に硬化、VOCゼロ、高い耐薬品性/耐傷性を備え、大量生産および環境配慮型製造に適しています。
-
溶剤系インク: 非多孔性基材(金属、ガラス、ポリカーボネート)への優れた密着性と屋外耐久性を有し、産業用および屋外用ラベルに使用されます。
-
水性インク: 環境配慮型・低臭であり、多孔性基材(紙、厚紙)および屋内用途に適しています。
-
メタリック/光沢インク: 金/銀などのメタリック効果や高光沢効果を実現するため、アルミニウム粉末または顔料を添加したインクで、高級ブランド向けおよび装飾印刷に使用されます。
5. 基材(印刷対象素材)
-
シルクスクリーン印刷は、ラベルおよび名板に用いられるほぼすべての硬質および柔軟な基材と互換性があります。これには以下が含まれます: 金属(アルミニウム、ステンレス鋼、真鍮)、プラスチック(PVC、ABS、PC、PET)、ビニル/ポリエステル製デカール、紙/厚紙、およびガラス/セラミック。
-
インクの付着性を高めるため、基材には事前処理(脱脂、コロナ処理、またはプライマー塗布)が必要である——これは非多孔性基材(金属、プラスチック)において特に重要である。
シルクスクリーン印刷工程(ステップ・バイ・ステップ)
この工程は、手作業による手刷り(小ロット/試作)から、完全自動化されたロール・トゥ・ロール方式やフラットベッド方式の印刷(大量生産)までスケーラブルである。すべての方法において、基本的な工程は共通である:
1. アートワークの準備
-
グラフィック/テキストをベクターファイル(AI、EPS、DXF)で作成し、エッジを明瞭に仕上げる。最適な印刷品質を得るため、極めて細い線(<0.1mm)は避ける(メッシュ数に応じて調整)。
-
高解像度のフィルム・ポジティブ(透明フィルム上に黒色不透過のグラフィック)を印刷し、ステンシルの露光に用いる——これは高精度ステンシル製作の基礎である。
2. スクリーンおよびステンシルの製作
-
選定したメッシュをフレームにきつく張り、固定する。その後、メッシュ表面のほこりや油分を除去して、感光乳剤の付着性を高める。
-
メッシュに光重合性エマルジョンを塗布し、暗所で空気乾燥させます(エマルジョンは光感受性です)。
-
フィルムのポジティブを塗布済みスクリーン上に配置し、紫外線(UV)光に露光します。黒いグラフィック部の下にあるエマルジョンは未露光(水溶性)のまま残り、それ以外の部分は硬化してインクを通さない状態になります。
-
水洗いにより未露光のエマルジョンを溶解・除去してステンシルパターンを形成し、スクリーンを完全に乾燥させて印刷に備えます。
3. 基材の前処理
-
基材を所定のサイズおよび形状に切断し、インクの均一な転写を確保するため、平面性(反り・歪みのない状態)を確認します。
-
非多孔性基材の前処理:金属/プラスチックをアルコールで脱脂し、油分・粉塵を除去します。また、プラスチックフィルムにはコロナ処理を施して表面張力を高め、インクの密着性を向上させます。
4. スクリーンのセットアップおよびアライメント
-
準備済みスクリーンを印刷機に取り付けます(剛性基材にはフラットベッド方式、柔軟性のあるデカール/ラベルにはロール・トゥ・ロール方式を使用します)。
-
基板をスクリーンの下に配置し、ステンシルパターンを基板と位置合わせする(登録位置合わせ)—これは多色印刷において極めて重要である(各色ごとに別々のスクリーンが必要であり、それぞれを正確に位置合わせする必要がある)。
5. インクの塗布および印刷
-
スクリーンの上部(ステンシルの上方)に少量のインクを置く。
-
スクイジーを用いて均一な圧力でスクリーン上をインクを押し流す;インクはステンシルの開口部を通過し、基板表面に付着する。
-
スクリーンを持ち上げる(スクリーン・オフコンタクト:スクリーンと基板の間に小さな隙間を設けることで、ステンシルの汚れを防ぐ)と、印刷された画像が現れる。
-
多色印刷の場合:各色ごとに別々のスクリーン/ステンシルを用いて同様の工程を繰り返し、各層について正確な位置合わせを行う。
6. インクの硬化/乾燥
-
印刷されたインクを硬化または乾燥させ、付着性および耐久性を確保する—その方法はインクの種類によって異なる。
-
UV硬化型インク:UV-LED/硬化ランプ下で即座に硬化(10~60秒)。
-
プラスチゾル/溶剤系インク:常温乾燥(30分~24時間)または加熱硬化(100~150°C、5~15分間)により、速乾性を実現。
-
水性インク:常温乾燥または低温硬化(60~80°C)。
7. 後工程および仕上げ
-
印刷済み基材をカスタム形状に裁断(ダイカット)し、余分な材料を除去する。金属製名板の場合はバリ取りを行い、クリーンなエッジを実現。
-
オプションの後処理:傷や紫外線(UV)から保護するための透明上塗り/ラミネートを施す;自己粘着式ラベル/デカール用に背面に圧敏接着剤(PSA)を付与する;産業用名板用に取付け穴をパンチングする。
シルクスクリーン印刷の主な利点
1. 厚く不透明なインク層: デジタル印刷と比較して10~100倍のインク量を付着させることができ、鮮やかで高コントラストな色再現性と優れた被覆性を実現——黒色やテクスチャのある基材(例:黒色金属板)上でも同様。
2. 優れた密着性および耐久性: インクは基材表面に浸透(または前処理済みの非多孔性基材には強固に付着)し、優れた耐傷害性、耐薬品性、耐紫外線性を実現します。屋外用、産業用、高摩耗用途に最適です。
3. 大量生産におけるコスト効率: 一度スクリーン/ステンシルが製作されれば、大量ロット(10,000個以上)での単位印刷コストは極めて低くなります。大量生産においては、デジタル印刷よりもはるかに経済的です。
4. 多様なインクおよび基材との互換性: 特殊インク(メタリック、蓄光、セラミック)およびほぼすべての基材(金属、プラスチック、布地、ガラス)に対応。独自のアプリケーション要件に応じたカスタムインク配合もサポートします。
5. 長寿命のステンシル: 耐久性に優れたフォトポリマーステンシルは、数百回から数千回まで再利用可能であり、リピート注文や品質の一貫性確保に最適です。
6. カスタマイズ可能な仕上げ: デジタル印刷では再現できない独自の仕上がり(メタリック、光沢、マット、テクスチャード)を実現。厚めのインク層により、わずかな3D触感効果を付与し、ブランド訴求力を高めます。
制限事項および設計・生産上の考慮点
1. 少量ロット向けのセットアップコスト: スクリーン/ステンシル製作には初期費用が発生するため、少量ロット(100台未満)では経済的ではなく、試作や短納期注文にはデジタル印刷がより適しています。
2. 多色印刷の複雑さ: 各色ごとに別個のスクリーンと精密な位置合わせ(レジストレーション)が必要であり、多色印刷ではセットアップ時間・コストが増加し、位置ずれ(レジストレーションエラー)のリスクも高まります。
3. 細部表現の制限: 極めて細かい文字(6pt未満)や微細パターン(線幅0.1mm未満)には不向きです。高目合いメッシュを用いれば精細度は向上しますが、インクの厚み/不透明度が低下します。細部表現にはレーザー印刷やデジタル印刷が優れています。
4. 少量ロットにおける手作業依存: 手動印刷では、圧力および位置合わせの制御がオペレーターの技能に依存するため、品質にわずかなばらつきが生じやすくなります。一貫した高品質・大量生産には自動化印刷が必須です。
5. スクリーンの摩耗: 研磨性インクや粗い基材は、長期間の印刷に伴ってメッシュ/ステンシルを摩耗させ、交換を必要とします。
設計ガイドライン: 最適な結果を得るためには、線幅を≥0.15mm、文字サイズを≥8ptとし、グラフィック間の微細な隙間を避けます。アートワークの精細度は選択したメッシュ数に合わせてください(メッシュ数が高いほど、より精細な表現が可能になります)。
ラベルおよび名板の主な用途
-
産業用識別: シルクスクリーン印刷による金属製名板(アルミニウム/ステンレス鋼)、設備資産タグ、電気盤ラベル、定格プレート(耐化学薬品性・耐紫外線性を確保するため、溶剤系またはUV硬化型インクを使用)。
-
カスタムデカールおよびステッカー: 機械・家具・電子機器・自動車向けのビニル/ポリエステル系自己粘着性デカール(高い耐傷つき性を実現するため、プラスチゾルインクを使用)。
-
グラフィックオーバーレイおよびコントロールパネル: プラスチック(PC/PET) グラフィック・オーバーレイ 産業機器、家庭用電化製品、電子機器向け(耐久性と環境配慮を実現するUV硬化型インク使用)。
-
ハイエンドブランド戦略: 高級品、電子機器、自動車インテリア向けの真鍮/ステンレス鋼製銘板への金属調/光沢シルクスクリーン印刷(ブランドのプレミアム感を強化)。
-
屋外用ラベリングおよび標識: 屋外用設備マーカー、街路家具のラベル、船舶機器用タグ(長期間の屋外使用に耐えるUV耐性溶剤系インク)。
- プロモーションおよび装飾用途: 紙/厚紙製ギフトタグ、プロモーション用ステッカー、装飾用プレート(カスタム効果を実現する水性/金属調インク)。

