Какво е шелковопечатната технология?
Силк-screen печат (наричана още трафаретна печатна технология или сериграфия) е гъвкав процес на печатане чрез трафарет който прехвърля мастило върху субстрат (метал, пластмаса, хартия, платно и др.) чрез пореста мрежа с изрязан трафарет. За да се нанесе мастилото върху мрежата, се използва ракела, като то преминава само през отворените участъци на трафарета, за да оформи желаните графики, текст или лога върху повърхността на субстрата. В отличие от цифровия печат (струйен/лазерен), шелковата печат нанася дебел, непрозрачен слой мастило с отлично сцепление и насытеност на цветовете, което я прави основен метод за промишлено етикетиране, маркиране на продукти и производство на персонализирани табелки — особено при поръчки с голям обем и приложения в агресивни среди.
Основни компоненти на шелковата печат
1. Печатна мрежа (основата за печат)
-
Плетена мрежа от полиестер (най-често срещан) , нейлон или неръждаема стомана, опъната здраво в алуминиев или дървен рамка.
-
Брой на мрежата: Броят нишки на инч (TPI) или на сантиметър (TPM), който определя дебелината на слоя боя и разрешението на детайлите:
-
Ниско число на мрежата (60–150 TPI): По-дебел слой боя, подходящ за смели графики, големи текстове и структурирани подложки (напр. метални плочи, грапав пластмасови повърхности).
-
Високо число на мрежата (200–400 TPI): По-тънък слой боя, високо разрешение за фини текстове, малки лога и гладки подложки (напр. пластмасови филми, полиестерни покрития).
-
Мрежа от неръждаема стомана се използва за абразивни бои (напр. керамични, метални) или при приложения с високо натоварване.
2. Шаблон (шаблонна маска)
-
УФ-отвърдяваща емулсия, филм или лепило, които блокират преминаването на боя в неизобразяваните области, оставяйки отворени участъци на шаблона за преминаване на боя (съответстващи на желаната графика).
-
Методи за изготвяне на шаблон:
-
Фотополимерна емулсия (най-често използван метод): Покрийте екрана със светлочувствителна емулсия, изложете го на ултравиолетова светлина през позитивен филм (черни графични елементи върху прозрачен филм), проявете неекспонираната емулсия и изсушете я — по този начин се създава прецизен и издръжлив шаблон за многократна употреба.
-
Шаблон от филм: Лепкав филм, изрязан в желания модел и приложен върху екрана; подходящ за малки тиражи, прости графични изображения и бързо прототипиране.
3. Ракела
-
Гумено острие (от естествена гума, синтетична гума или полиуретан) с плоско или наклонено ръбче, използвано за прилагане на равномерно налягане и преминаване на мастилото през шаблона на екрана.
-
Твърдост: Измерва се по скалата Шор А; 60–70 по Шор А за обща печатна употреба, 70–85 по Шор А за твърди подложки (метал, твърда пластмаса) и 50–60 по Шор А за меки/еластични подложки (винил, платно).
-
Автоматизираната печатна техника използва моторизирани ракели за осигуряване на постоянно налягане; ръчната печатна техника разчита на контролираното ръчно налягане.
4. Печатно мастило
-
Формулирани за конкретни субстрати и приложения, с ключови свойства като адхезия, непрозрачност, химическа устойчивост и устойчивост към ултравиолетови лъчи. Често използвани типове мастила за печат на етикети/табелки:
-
Пластизолово мастило: Висока непрозрачност, отлична адхезия към пластмаса/метал, устойчиво на драскотини — идеално за промишлени табелки и винилови декоративни етикети.
-
УФ-отвърдяващо мастило: Отвърдява мигновено под ултравиолетова светлина, нулево съдържание на ЛОС (летливи органични съединения), висока химическа и устойчивост към драскотини — подходящо за високотомна, екологично чиста продукция.
-
Разтворително мастило: Силна адхезия към непорести субстрати (метал, стъкло, поликарбонат), добра устойчивост при използване на открито — използва се за промишлени и външни етикети.
-
Водно мастило: Екологично чисто, с ниско ниво на миризма — подходящо за порести субстрати (хартия, картон) и вътрешни приложения.
-
Металическо/глянцево мастило: Алуминиев прах или пигмент, добавен за метални (златни/сребърни) или високогледосни ефекти — използва се за висококачествено брандиране и декоративно печатане.
5. Основен материал (печатен материал)
-
Шелаковото печатане е съвместимо почти с всички твърди и гъвкави основни материали, използвани за етикети и табелки, включително метал (алуминий, неръждаема стомана, латун), пластмаса (PVC, ABS, PC, PET), винилови/полиестерни наклейки, хартия/картон и стъкло/керамика.
-
Основните материали изискват предварителна обработка (дегресиране, корона-обработка или грундоване), за да се подобри адхезията на мастилото — това е критично за непорести основни материали (метал, пластмаса).
Процес на шелаково печатане (стъпка по стъпка)
Процесът е мащабируем — от ръчно печатане (малки серии/прототипи) до напълно автоматизирано ролково или плоско печатане (масово производство с висок обем); основните стъпки са еднакви за всички методи:
1. Подготовка на графичния дизайн
-
Графиката/текстът се проектират като векторни файлове (AI, EPS, DXF) с чисти контури; избягвайте изключително тънки линии (<0,1 мм) за оптимално качество на печата (настройте според броя на мрежата).
-
Отпечатайте високоразрешителна филмова позитивна копия (черни непрозрачни графики върху прозрачен филм) за експониране на трафарета — основата за точен трафарет.
2. Изработка на решетка и трафарет
-
Натегнете избраната мрежа плътно в рамка и я закрепете; почистете мрежата, за да премахнете праха/маслото, за по-добра адхезия на емулсията.
-
Покрийте мрежата с фотополимерна емулсия и я оставете да изсъхне на въздух в тъмна среда (емулсията е светлочувствителна).
-
Поставете филмовото позитивно копие върху покритата решетка и я експонирайте на ултравиолетова светлина; емулсията под черните графики остава неекспонирана (разтворима), а останалата част се полимеризира и става твърда (блокираща мастилото).
-
Развийте решетката чрез изплакване с вода, за да се разтвори неекспонираната емулсия и да се открие трафаретният модел; напълно изсушете решетката преди печатане.
3. Предварителна обработка на субстрата
-
Изрежете субстрата до необходимите размери и форма; осигурете равност (липса на деформации), за да се постигне равномерен пренос на мастилото.
-
Предварителна обработка на непорести субстрати: дегресиране на метала/пластика с алкохол за премахване на мазнини/пръст; прилагане на коронно третиране върху пластмасови филми, за да се увеличи повърхностното напрежение (подобрява адхезията на мастилото).
4. Настройка и подравняване на екрана
-
Монтиране на подготвения екран върху печатния прес (равнинен за твърди субстрати, ролка-към-ролка за гъвкави декоративни елементи/етикети).
-
Поставяне на субстрата под екрана и подравняване на шаблона със субстрата (регистрирано подравняване) — критично при многоцветна печатна технология (всеки цвят изисква отделен екран, който трябва да бъде точно подравнен).
5. Нанасяне на мастило и печат
-
Поставяне на малко количество мастило в горната част на екрана (над шаблона).
-
Използване на ракела за преместване на мастилото по екрана с равномерно налягане; мастилото преминава през отворените участъци на шаблона и се отлага върху повърхността на субстрата.
-
Вдигане на екрана (екранът е в режим off-contact — малък зазор между екрана и субстрата предотвратява размазването на шаблона), за да се разкрие отпечатаното изображение.
-
За печат с множество цветов: повторете процеса с отделен екран/трафарет за всеки цвят, като осигурите прецизно подравняване за всеки слой.
6. Отвердяване/сушено на мастилото
-
Отвердете или изсушете отпечатаното мастило, за да се гарантира адхезията и издръжливостта — методът зависи от типа мастило:
-
УВ-отвердяващо мастило: отвердяване веднага под УВ-светодиодна лампа/лампа за отвердяване (10–60 секунди).
-
Пластизолово/разтворително мастило: сушено на въздух (30 минути–24 часа) или термично отвердяване (100–150 °C в продължение на 5–15 минути) за ускорено изсушаване.
-
Водно мастило: сушено на въздух или отвердяване при ниска температура (60–80 °C).
7. Допълнителна обработка и довършване
-
Изрежете отпечатания материал по индивидуални форми (резка с матрица) и премахнете излишния материал; зачистете метални табелки от остри ръбове, за да се получи чист контур.
-
Допълнителни следващи обработки (по избор): нанасяне на прозрачен защитен слой/ламинация за допълнителна защита срещу драскотини и ултравиолетово излъчване; добавяне на самозалепващо се лепило (PSA) на обратната страна за самозалепващи се етикети/наклейки; пробиване на монтажни отвори за промишлени табелки.
Основни предимства на шелаковата печат
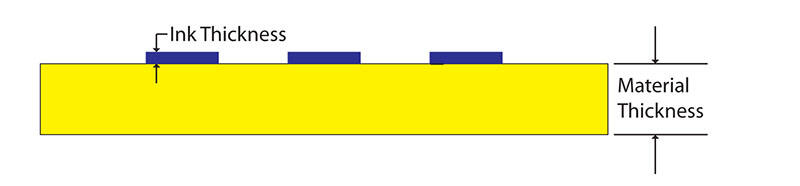
1. Дебел, непрозрачен слой мастило: Нанася 10–100 пъти повече мастило в сравнение с цифровото печатане, осигурявайки ярки, висококонтрастни цветове и отлично покритие — дори върху тъмни или структурирани подложки (напр. черни метални плочи).
2. Превъзходна адхезия и издръжливост: Мастилото прониква в повърхността на подложката (или се здраво свързва с непорести подложки след предварителна обработка), което осигурява изключителна устойчивост към драскания, химикали и UV-лъчи — идеално за външни, индустриални и приложения с високо ниво на износване.
3. Икономичност при високи тиражи: След изработване на шаблоните/екраните разходът за печат на единица е изключително нисък при големи тиражи (10 000+ броя) — значително по-икономичен от цифровото печатане за масово производство.
4. Голяма съвместимост с различни видове мастила и подложки: Работи със специализирани мастила (металически, светещи в тъмното, керамични) и почти всички видове подложки (метал, пластмаса, плат, стъкло); поддържа персонализирани формули на мастила за уникални приложни нужди.
5. Дълготрайни шаблони: Издръжливите фотополимерни шаблони могат да се използват повторно стотици до хиляди пъти — идеални за повтарящи се поръчки и осигуряване на последователно високо качество.
6. Персонализирана обработка: Постига уникални ефекти (металически, лъскави, матови, текстурирани), които цифровата печат не може да постигне; дебелите слоеве мастило могат да създадат лек 3D тактилен ефект, който подобрява въздействието върху бранда.
Ограничения и аспекти, свързани с дизайна и производството
1. Стартови разходи за малки тиражи: Изработката на решетка/шаблон води до предварителни разходи; не е икономически оправдана за малки тиражи (по-малко от 100 бройки) — за прототипиране или кратки поръчки по-подходящ е цифровият печат.
2. Сложност при многоцветна печат: Всяка цветова схема изисква отделна решетка и прецизна подравняване; многоцветната печат увеличава времето за настройка, разходите и риска от неправилно подравняване (грешки в регистрацията).
3. Ограничения по отношение на детайла: Не е подходяща за изключително фини шрифтове (по-малко от 6 pt) или микропатерни (по-малко от 0,1 mm ширина на линия) — използването на решетки с по-висока плътност може да подобри детайла, но намалява дебелината/непрозрачността на мастилото; лазерната или цифровата печат е по-добра алтернатива за фини детайли.
4. Ръчен труд за малки тиражи: Ръчното печатане разчита на уменията на оператора за контрол на налягането и подравняването, което води до незначителни вариации в качеството; за последователно производство в големи обеми е необходимо автоматизирано печатане.
5. Износване на решетката: Абразивните мастила или грубите субстрати могат постепенно да износват мрежата/трафарета, поради което при дълги тиражи те трябва да се заменят.
Ръководство за дизайн: За оптимални резултати използвайте дебелина на линиите ≥0,15 мм, шрифт ≥8 pt и избягвайте много тесни разстояния между графичните елементи — детайлността на изображението трябва да съответства на избраната плътност на мрежата (по-висока плътност = по-фини детайли).
Типични приложения за етикети и табелки
-
Промишлена идентификация: Метални табелки с шелаков печат (от алуминий/неставаща стомана), етикети за идентифициране на оборудване, електрически панелни етикети, табелки с технически данни (разтворими или UV-отверждаеми мастила за устойчивост към химикали и UV-лъчи).
-
Персонализирани декоративни етикети и стикери: Самозалепващи се декоративни етикети от винил/полиестер за машини, мебели, електроника и автомобили (пластизолова мастило за висока устойчивост на драскотини).
-
Графични покривки и контролни панели: Пластмаса (PC/PET) графични оверлеи за промишлено оборудване, домакински уреди и електронни устройства (UV-отвердяващи мастила за издръжливост и екологичност).
-
Висококачествено брандиране: Металическо/глянцево шелф-печатане върху табелки от латун/неръждаема стомана за люксозни стоки, електроника и интериори на автомобили (подсилено усещане за премиум бранд).
-
Етикети и табелки за употреба на открито: Маркери за външно използване, етикети за улична мебел и етикети за морско оборудване (устойчиво на ултравиолетови лъчи разтворително мастило за дълготрайна употреба на открито).
- Промоционални и декоративни продукти: Етикети за подаръци от хартия/картон, промоционални стикери и декоративни табелки (водно разтворимо/металическо мастило за персонализирани ефекти).

