
Hvað er resínarhringlaga framleiðsla?
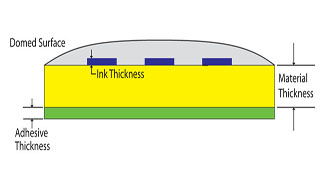
Resínarhringlaga framleiðsla (einnig kölluð Hlutfallsleg merking með hráefni eða epoxy-hlutföllun er háþróað lokunaraðferð sem beitir hreinu, þykkju, UV-harðandi eða tveggja hluta epoxy-hráefni yfir prentuð/gravíruð merki, nafnplötur eða afmyndanir. Hráefnið jafnar sig sjálft og harðnar til að mynda þrívíddar, háglossa, hlutfallslega yfirborð sem inniheldur undirliggjandi myndir — verndar þeim gegn umhverfisáhrifum og býður upp á taktila, auglýsandi þrívíddar áhrif. Ólíkt flatum lámínátum eða yfirborðsbeitingum bætir hlutfallslega hráefnislagið dýpt við, stækkar myndirnar fyrir betri sjónleika og veitir framúrskarandi varanleika, sem gerir það að efsta vali fyrir hávísu merkjagjafan, iðnaðarauðkenni og utanaðkomandi merkingarforrit.
Grundefni hlutfallslegs hráefnis
1. Hlutfallslegt hráefni (lykilinnviðurinn)
Tveir aðalgerðir eru notaðar í viðskiptaframleiðslu, báðar mynda hreint, sveigjanlegt og skurðvöruð yfirborð eftir harðnun:
Lykilstofnegræði eplúrs: Há ljósskynjun (meira en 90% ljósþrátt), scratchþol (3–5H blekkpennihardness), efnaþol (olíur, lausnir, hreinsiefni), UV-þol (kvarðar gulumyndun/fargöngu) og sniðmikilheit (kvarðar brotlagningu vegna böguðu grunnviðs).
2. Grunnviður (kjarninn í merkinu)
Eplúrdoming má beita á næstum hvaða prentaðan/eftirlitinn flatan grunnvið sem er; algengustu valkornirnar fyrir iðnaðar- og verslunarmerkji eru:
3. Lýsiklóður (fyrir sjálfbundnar etikettir)
Háþrótta límskífa með þrýstilím (PSA) er beitt á bakhlið grunnefnisins – akryllím fyrir utanaðkomandi/langtíma festingu, gummilím fyrir innanhús/stutt tíma notkun. Fyrir varanlega iðnaðarlega festingu er VHB (mjög háþrótta) skífusvæði valkostur fyrir bogin/óregluleg yfirborð.
Resínudömmunaraðferðin (skref fyrir skref)
Aðferðin er mjög sjálfvirk fyrir massaframleiðslu og hægt er einnig að framkvæma hana handvirkt fyrir litlar framleiðslur/forprófunarútgáfur; grundvallarskrefin eru eins fyrir UV-hardandi og eplíresín (aðeins mismunandi í hardun).
1. Undirstöðu merkisundirbúningur
2. Hráefnisundirbúningur
3. Hráefnisálagsferli
Lykilathugun: Drengingarmagnið ákvarðar hæð kúpunnar – meiri hræring gefur hærri og áberandi 3D-effekt (hærri kúpur magnar myndirnar áhrifamiklar).
4.Hörðun (kritísk skrefið við hörðun)
5. Eftirvinnsla og ljúka
Lykilfordælin við rísín-hjálmiða tækni
1. Yfirleitandi umhverfisvernd: Þykk, ósamfelld rísínslaginu innhyllir myndirnar fullkomlega og veitir IP65/IP67 vernd gegn vatni/daufu, UV-vernd (kemur í veg fyrir litmyndunarhrökkun/málmoxíðun) og efnaþol (olíur, leysimiðlar, hreinsunarefni). Þetta er í lagi fyrir utanaðs-, iðnaðar- og bílaforrit sem notað eru undir skúffunni.
2. 3D geislad og sjónleg áhrif: Háglansuð, kúlulaga 3D-yfirborðið býður upp á viðbótargóða geisluupplifun og sjónlega dýpt; bogin hrísgrjónsúð stækkar myndir/texta undir henni og þannig bætir lesanleika og merkjafrávísun – miklu áhrifameiri en flata etikettir.
3. Þverstæði: Hrísgrjónsúðin eftir háþrýstingu er mjög mótvært scratch (3–5H), áhrifamótvært og flótt; hún heldur sig gegn sprungum, afbrjótlun eða brotum jafnvel þegar grunnmálið er böguð (t.d. bogin járn- eða plastrými). Hrísgrjónsúðin verndar einnig grunnmálið gegn slítri og röstu.
4. Lífstíð: Hrísgrjónsúðarmerkis hafa notkunarlíftíma á bilinu 5–15 ár (útandyri) og 10+ ár (innandyri) – langt lengri en óbeðd eða lágnaðar etikettir. UV-stöðug hrísgrjónsúð getur lengt notkunarlíftímann útandyri til 20+ ára.
5. Fleygibreytileiki: Virkar með öllum prent- og ríðunaraðferðum (síurprent, stafrænt prent, laserríðun, etting) og næstum öllum flatum undirlögum (málmur, plast, víníl). Getur verið notað á litlum merkjum (t.d. merki fyrir rafræn hluti) og stórum nafnplötum (t.d. plötur fyrir iðnaðarútbúnað).
6. Tilfexlileiki: Hæð kúlunnar (0,5–3 mm) er fullkomlega tilfexlileg; hráefnið getur verið litat (hreint, litað eða þyngt) til að búa til einstaka sjónvirkni (t.d. þyngt hráefni fyrir matþak, litað hráefni til að passa við merkjaútlit).
Takmarkanir og mikilvægar hönnunar-/framleiðsluáhugamál
1. Takmarkanir á hæð kúlunnar: Of háar kúlur (>3 mm) geta valdið sagging eða sprungum í hráefninu á meðan það hardnar; háar kúlur krefjast einnig þykkrari undirlags til að koma í veg fyrir skelfingu. Mótsögn: 0,5–2 mm er hæð kúlunnar sem er æskilegust fyrir flestum notkunum (jafnvægi á milli þrívíddarhringmyndar og stöðugleika við hardnun).
2. Loftbubbluskekkir: Loftbubblur í hráefniðsvefnum valda ósýnilegum yfirborðsskemmdum; forðist hröða rýrslu, notaðu vökvarafslátt (fyrir epóx) og tryggðu að umhverfið sé laust af rykviðum við notkun.
3. Jafnheit undirlags: Hráefnið sjálflíkast, svo ójafn undirlag gefur ójafna kúpuyfirborð; tryggðu að grunnmerkið sé jafnt og stíflegt (eða flóttlegt með lágmarksskelfingu).
4. Notkun inni/útendi: Pappír/kortaplata eru einungis hentug fyrir innri notkun (hráefnið getur ekki kynnst vatnsáhræðu pappírs); fyrir utanaðgangsnotkun skal velja metall (alúmíníum/róstfrítt steypujárn) eða UV-stöðugt plástur (PET/PC).
5. Kostnaðaráhersla: Hráefnis-kúpulagning er dýr tilvísunaraðferð með hærri efnav- og vinnumataskostnaði en flat lagning/laminering; hún er kostnaðarhræfilegust fyrir merki með háa gildi og háa varanleika (ekki fyrir lágkostnaðar, einnota merki).
6. Stjórnun þurrkunar: UV-hráefni krefst jafnræða UV-útlits (skuggasvæði valda ófullkominni þurrkun); epóx-hráefni krefst nákvæmr hitastjórnunar (lágar hitastig hægja þurrkun, hægar hitastig valda loftbubblum).
Dæmigert forrit
