
Vad är resinbeläggning med kupolformad yta?
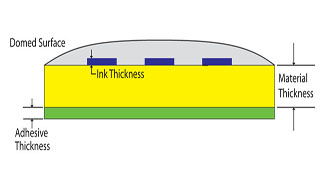
Resinbeläggning med kupolformad yta (kallas också Domeformade etiketter av harjat resin eller epoxydomning är en premiumavslutningsprocess som applicerar ett klart, visköst, UV-härdande eller tvåkomponents epoxiresinlager över tryckta/graverade etiketter, skyltar eller dekaler. Resinet jämnar ut sig självt och härdar till en 3D-yta med hög glans och domformad struktur som inkapslar de underliggande grafikerna – vilket skyddar dem mot miljöpåverkan samtidigt som det skapar en taktil och uppmärksammad 3D-effekt. Till skillnad från platta laminat eller beläggningar ger det domeformade resinskiktet djup, förstorar grafikerna för förbättrad synlighet och erbjuder överlägsen hållbarhet, vilket gör det till ett toppval för högklassig varumärkesföring, industriell identifiering och utomhusetikettering.
Kärnmaterial för resin-domning
1. Domeformat resin (Det avgörande beläggningsmaterialet)
Två huvudtyper används i kommersiell produktion, båda bildar ett klart, elastiskt och sliprätt resistivt ytbeläggningsskikt efter härdning:
Viktiga egenskaper hos harsmaterial: Hög genomskinlighet (över 90 % ljustransmission), skryttskärphet (3–5H enligt pennhårdhetstest), kemisk motstånd (oljor, lösningsmedel, rengöringsmedel), UV-motstånd (förhindrar gulning/förblekning) och elasticitet (motstår sprickbildning vid böjning av underlaget).
2. Underlag (etikettens kärna)
Resinhärdning (resin doming) kan appliceras på nästan alla tryckta/gravereda platta underlag; de vanligaste alternativen för industriella/kommersiella etiketter är:
3. Klibblager (för självklibbade etiketter)
Ett högpresterande tryckkänsligt klibblager (PSA) appliceras på baksidan av underlaget – akryl-PSA för utomhus-/långtidsfästning, gummi-baserat PSA för inomhus-/korttidsanvändning. För permanent industriell montering är VHB-tejp (Very High Bond) ett alternativ för buktiga/irreguljära ytor.
Resin-Doming-processen (steg-för-steg)
Processen är starkt automatiserad för massproduktion och kan även utföras manuellt för små serier/prototyper; de grundläggande stegen är desamma för UV-härdande och epoxiresin (med endast skillnader i härdningen).
1. Förberedelse av basetikett
2. Förberedelse av harts
3. Applikation av harts
Viktigt att notera: Den applicerade volymen bestämmer kupolhöjden – mer harpiks ger en högre och mer framträdande 3D-effekt (högre kupoler förstärker grafiken effektivare).
4.Härdningsprocessen (det avgörande steget)
5. Efterbehandling och avslutning
Viktiga fördelar med domed-hartsteknik
1. Utmärkt miljöskydd: Det tjocka, sömlösa hartslagret omsluter grafiken helt och hållet och ger IP65/IP67-skydd mot vatten och damm, UV-skydd (förhindrar blekning av färg och oxidation av metall) samt kemiskt motstånd (oljor, lösningsmedel, rengöringsmedel). Idealisk för utomhus-, industri- och bilapplikationer under huven.
2. 3D-taktil och visuell tilltalande effekt: Ytan med högglans och kupolformad 3D-struktur skapar en premiumtaktil känsla och visuell djupverkan; den böjda harset förstör underliggande grafik/text, vilket förbättrar läsbarheten och varumärkes synligheten – mycket mer uppmärksammad än platta etiketter.
3. Utmärkt hållbarhet: Härdat harset har hög slipmotstånd (3–5H), slagmotstånd och flexibilitet; det motstår sprickbildning, lossning eller avskalning även när underlaget böjs (t.ex. på kurvade metall- eller plastytor). Harskiktet skyddar också underlaget mot slitage och korrosion.
4. Lång livslängd: Domed etiketter av harset har en driftslivslängd på 5–15 år (utomhus) och 10+ år (inomhus) – betydligt längre än etiketter utan beläggning eller laminering. UV-stabiliserat harset kan förlänga livslängden utomhus till 20+ år.
5. Mångsidighet: Fungerar med alla tryck- och graveringstekniker (silkscreentryck, digitalt tryck, lasergravering, ätning) och nästan alla plana underlag (metall, plast, vinyl). Kan appliceras på små etiketter (t.ex. etiketter för elektroniska komponenter) och stora skyltar (t.ex. skyltar för industriell utrustning).
6. Anpassningsmöjligheter: Kupolhöjd (0,5–3 mm) är fullständigt anpassningsbar; harset kan färgas (klart, färgat eller matt) för unika visuella effekter (t.ex. matt harset för en matt yta, färgat harset för att matcha varumärkesfärger).
Begränsningar och kritiska design-/produktionsöverväganden
1. Begränsningar för kupolhöjd: För höga kupoler (>3 mm) kan orsaka sänkning eller sprickbildning i harsen under härdningen; höga kupoler kräver även tjockare underlag för att förhindra deformation. Ideal kupolhöjd: 0,5–2 mm för de flesta applikationer (balanserar 3D-effekt och härdningsstabilitet).
2. Luftpåsar: Luftbubblor i harfen orsakar oönskade ytskador; undvik snabb omrörning, använd vakuumdegassning (för epoxi) och se till att applikationsmiljön är fri från damm.
3. Underlagets planhet: Harpens självnivellering innebär att ojämna underlag ger en ojämn kupolyta; se till att basetiketten är plan och styv (eller flexibel med minimal deformation).
4. Kompatibilitet för inomhus/utomhusanvändning: Pappers-/kartongunderlag är endast lämpliga för inomhusanvändning (harp kan inte förhindra vattenskador på papper); för utomhusanvändning välj metall (aluminium/rostfritt stål) eller UV-stabiliserad plast (PET/PC).
5. Kostnadsöverväganden: Harpkupolering är en premiumprocess med högre material-/arbetskostnader än platt lackering/lamineringsprocesser; den är kostnadseffektivast för etiketter med högt värde och hög hållbarhet (inte för billiga, engångsetiketter).
6. Härdningskontroll: UV-harp kräver jämn UV-belysning (skuggade områden leder till ofullständig härdning); epoxiharp kräver strikt temperaturkontroll (låga temperaturer bromsar härdningen, höga temperaturer orsakar bubblor).
Typiska Tillämpningar
